|
如何有效防止模具跳廢料?
文/楊柳
今天我們來說下“如何防止跳廢料”。
有果必有因,首先我們來說下為什么會頻繁的跳廢料:
1、在沖壓產品時沖公與廢料之間產生真空,當沖公上升時將廢料帶到模面
2、因為沖壓油的原因,廢料粘在了沖公端面帶到模面上
3、廢料和凹模壁的摩擦力不夠克服沖公的影響而使廢料跳出凹模
什么時候要防止跳廢料?
1、料厚薄的彈性材料和鋁片沖裁
2、客戶特別要求,對國外客戶盡量加防跳廢料裝置
有因必有果,我們如何防止頻繁跳廢料?
一、排配剪口
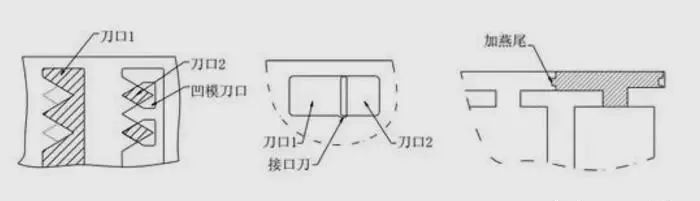
①沖裁順序:廢料在凹模孔中能活動時,廢料因為沖公的慣性和沖壓油的作用廢料很容易跳到模面,如圖1,先沖刀口1再沖刀口2,小廢料在凹模內是能夠自由活動的,就很容易跳廢料,所以在切邊順序上應該要先沖刀口2在沖刀口1
如圖2,在有接刀口時,要先沖有工藝缺口的刀口1,再切刀口2,如果沖裁順序相反則工藝口部分小廢料容易與大廢料分離,從而導致跳廢料
②連續模在最后切廢料的時候,因為廢料一般是自由活動的形式,所以我們可以將薄料彈片在刀口上添加燕尾,作用是卡住廢料以防跳到模面,對于較大的厚料可以直接使用頂針
二、沖公
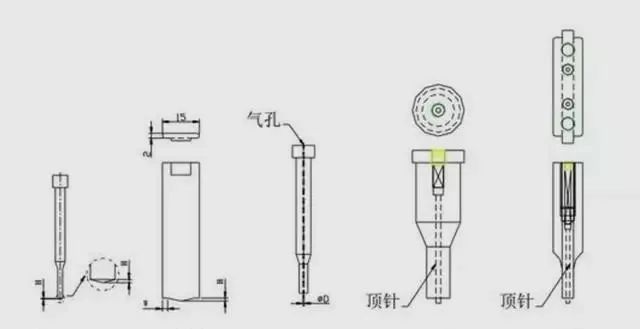
1.如圖6、7,加裝防跳廢料的頂針
2.無法加裝頂針怎么辦?
①圓形沖公在端面磨斜面或凸點,設計出圖時可不畫出,試模時根據實際情況加工,如下圖3
②對規則的窄長沖公一般在沖公端面磨R凸,R與端部留有一定的平面W,圖面必須表達清楚H=T,如下圖4
③在沖公上打氣孔,用壓縮空吹廢料,如下圖5,細孔可用細孔放電加工
三、凹模做法
1.使用防跳廢料凹模,其原理為在凹模刀口壁上有二三條線的斜槽,利用材料的擠壓變形增加凹模壁的摩擦力,以防止跳廢料,孔形狀一般為規則的圓形方形等,需要外購訂做
2.對厚片,生產時跳廢料,可在凹模刀口處倒R,R=0.02-0.05,如下圖8
3.可以將凹模加工成倒錐,(用光學磨床加工)以增加材料的變形,防止廢料跳到模面。

四、其它
除了以上方法之外,還可以增加沖公進入凹模的長度,或者在下模加真空泵吸廢料。
|

