|
手把手教你絲網印刷從稿樣到制版、印刷的詳細流程
文/楊柳
也許這不是史上最全的絲網印刷知識,但絕對是史上最有用的絲網印刷知識,全是干貨。
【一】絲網印刷簡介

(點擊上面圖片,查看教學視頻)
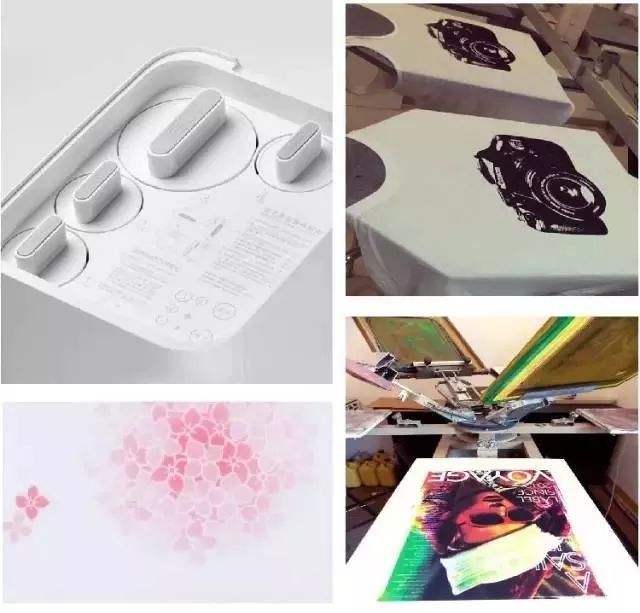
絲網印刷屬于孔板印刷,簡單的理解就是利用網膠封住多余的網紗區域,留出需要的圖像或文字,通過一定的壓力使油墨通過孔版的孔眼轉移到承印物上,形成圖象或文字。
絲網印刷的承印物可以是紙張、木材、玻璃、金屬、塑料等眾多的基材。

生活中比較常見的絲網印刷應用有產品上的指示說明、家電上的裝飾花紋、T恤圖案、導視牌、書籍封面、海報、名片等。
【二】絲網印刷的工藝流程
大體流程如下:
絲網印刷文件輸出→菲林膠片制作→網板制作→調色印刷→油墨固化
01,絲網印刷文件輸出;
是設計師發給廠家的絲印制作文件,因為絲網印刷生產中多為單色或多色套印,所以就需要我們設計初期就對文檔做出處理。文檔格式以矢量文件最佳,比如ai\cdr\eps\pdf,如果圖形較小或者清晰度要求較低,提供高清晰度的圖片格式也可以。

文檔分層設計
因為絲網印刷的狹義上只能單色印刷及單色套印,所以在文件上就需要設計師進行分層處理,比如下圖黑色與紅色/黑色與藍色需要拆分絲印兩次。

萬事也沒絕對,也有一些藝術創作,不需要保證一致性,可以實現多色同步絲印,如下圖

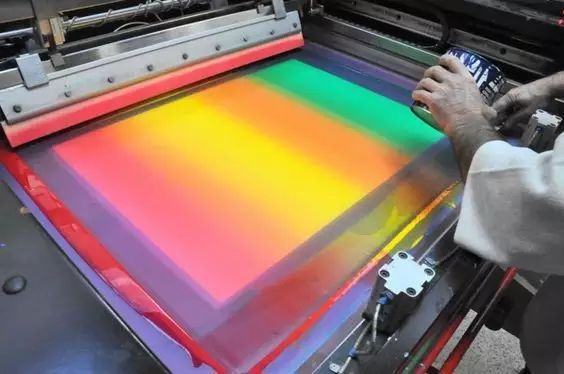
這種在生產上,基本上是不適用的,所以我們下面需要講的就是單色印刷及單色套印,準確點說應該是單效果或單效果套印分層。
按照單效果分層,包括按照色彩分層,并且還包括按照油墨的型號、粗細、透明度、圖形的變化層次、網板的目數、菲林的線數等不同進行分層。
分層完成后,設計師還應該注意每一個圖層的前后順序,順序不同也會影響絲網印刷最終作品的效果。
設計師應該在設計初期,就構想好自己想要的效果,然后通過文檔形式轉達廠家制作。這樣不僅可以節約成本,更能有效的控制效果輸出。
在你熟悉整個流程后,你甚至可以推薦廠家使用某個廠家某款效果的油墨、閃粉,這樣來實現效果預想。如果還不熟悉就交給廠家,碰到好的師傅,有時也會作出讓人驚艷的作品出來,但大多……所以別人懂不如自己懂!
下面分享絲網印刷案例(IML):

大家可以在做樣板階段多做嘗試,一個細小的改變,就會產生很多微妙的變化,會讓你的方案瞬間與眾不同!
02,菲林膠片制作;
說到菲林這個詞一定很多人都是一臉的蒙圈,是歌名是人名還是公司名……

菲林film∶
膠片,攝影用的感光片和膠卷,電影用軟片,是舊時對film的翻譯,現一般是指膠卷,也可以指印刷制版中的底片。

絲網印刷中的菲林就像照片的膠片,只是絲網印刷中的菲林將顯影的載體由相片紙變成了刷了感光膠的網板。
絲網印刷生產中所用菲林片基材主要有pvc、pc、pet、pp,大小根據機器尺寸,一般的產品都可以滿足。

菲林輸出:
是一個類似于老式照相機膠卷底片的曝光過程,它先把圖文經過系統處理成點陣圖象(即由網點組成圖文),再將其轉化為支配激光的信號,利用激光相對菲林片的縱向和橫向移動,將激光點也就是網點打到菲林片相應的位置上,使菲林片相應部位曝光,再通過顯影機的顯定影過程,把未曝光部分沖洗掉,就在菲林片上形成了點陣圖象。

除了激光打印菲林我們常見的是噴墨菲林,噴墨菲林中的“藍光菲林”是如今國內運用最為廣泛的,它不僅可以達到激光菲林的精度,而且對版套位也更加精準,時間步驟也大大縮短減少。
傳統激光菲林出片制板流程:
電腦描圖→分色→照排輸出→顯影→定影→水洗→干燥→曬版→印刷
“藍光菲林”制板流程:
電腦描圖→分色→藍光菲林輸出→曬版→印刷

具體的不同就是成本和品質的區別,對于設計師來說只要滿足產品應用需求就行,剩下的就讓師傅決定,我們只做簡單了解。
菲林的線數:
對于設計師來說最需要關注的應該是菲林的線數。
菲林輸出時是有精度的,這個精度是用線數來表達的。對一些初學者甚至部分從業兩三年的id、cmf設計師這個詞一定還是很陌生,但是對于從事平面印刷行業的設計師應該屬于基礎知識。
PPI:影像分辨率ppi ( Pixel per Inch )描述每英寸所表達的像素數目的單位。
DPI:從打印設備的角度上,影像的分辨率越高者,所印出來的影像也就越細致。打印分辨率使用的單位是 dpi ( Dot per Inch ) ,描述每英寸所表達的打印點數的單位。 線數(LPI):線數是指印刷品在每一英寸內印刷線條的數量(lines per inch,簡稱:lpi,即每英寸行數),以前的網點多為線形,所以習慣上將所有的網點加密度都稱為網線。換句話說,“線數”也就是印刷網線的密度。例如75線,是指在一個英寸的長度(25.4MM)里面有75個點,也就是一個毫米里面有2.95個網點。
線數與分辨率之間的關系:
我們生活中經常聽到屏幕的分辨率是多少多少像素,很少聽到線數,其實它們即有聯系又有區別:圖像分辨率(ppi) 要高于印刷分辨率(lpi),一般是2×2個以上的像素生成1個網點,即LPI是DPI的二分之一左右。

菲林在設計中的運用:
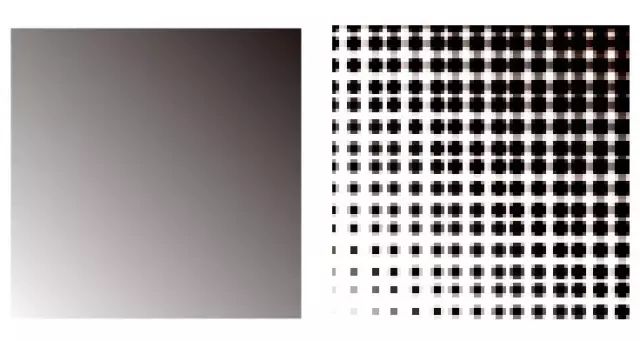
菲林中的圖文是由點到線再到面,通常菲林是用點的大小疏密來說明顏色的深淺\濃淡。
理論上線數越多越清晰,但這也不絕對,這還取決于印刷的工藝和承印物,不同的印刷工藝和承印物能實現的掛網精度也是有極限的。普通印刷品150或者175線就夠好了,大家電絲網印刷35-75線為佳。
設計師對于線數的運用是非常多樣化的,比如漸變的處理,有時細膩的漸變并不利于絲網印刷,如果變成網點不僅為圖形增加藝術感,而且看起來也更加的精致。
在ai中有一個彩色半調,以像素為單位,大家可以研究一下,可以模仿菲林線數的效果。
菲林的線數對于設計師來說最直接的應用應該就是點的大小疏密,掌握菲林的線數,你會發現這為你的設計提供了很多的思路與創新點,并且也為文件處理省下了不少時間。
同時據我所知通過對菲林機系統的處理,菲林圖形的組成可以由圓點變成菱形、方形。所以不管是圓形還是方形、菱形如果運用得當,菲林足可以驚艷你的設計。

03,絲網印刷網板的制作:
網板包括網框、網紗,制作時需要根據設計文檔制作,然后在做好的網板上刷感光膠,等干后,利用菲林進行曝光,菲林黑色區域主要起到遮擋光線的作用,使感光膠不能固化,而透明的地方通過曝光感光膠固化,曝光完成后用水清洗掉沒固化的感光膠即可得到想要的圖形文字。
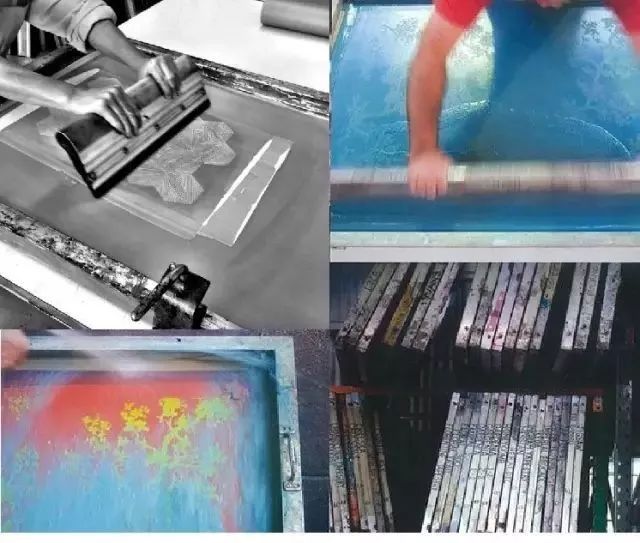
網板制作具體流程:
選材→網框打磨→水平檢校→網框繃網→網紗去酯→網板上漿→曝光→網板沖洗→修版→封邊存儲

選材

網框繃網

網板上漿(刷感光膠)

曝光

網板沖洗
網板制作的工序復雜,不需要設計師都實地操作,但需要CMF設計師重點了解的是網板的選材、網板的目數、網板的張力、拉網的角度。
網板選材中的設計師須知
主要選網框和網紗,針對不同材質的承印物和精度要求選取不同目數的絲網和網框大小、材質。
網框的選擇,制作網框使用的材料主要有木料、中空鋁型材、鑄鋁成型框、鋼材等幾種材料,這幾種型材各有各的優缺點。

木料網框,制作方便,材料較輕,多在手工印刷時使用,但是這種網框不耐腐蝕容易變形,影響絲印精度,所以多作為手板及少量印刷時使用。
中空鋁型材、鑄鋁成型框,是運用最為廣泛的網框材料,不僅操作方便,而且強度高耐腐蝕,牢固不易變形,適用于生產。
鋼材網框,相對于上面幾種是最不易變形的網框,但是因為鋼材較為笨重,所以日常生產中運用較少。
網紗的選擇,是設計師必須要了解的,因為這需要我們在輸出設計文檔時就做出標注。

首先,最重要的是網紗目數的選擇。
目數:是網板的精度單位,就像是菲林中的線數,是指網紗在一英寸內網板的孔數即定義為目數。
例如150目,是指在一英寸內有150個網孔,因為1英寸=2.54厘米,所以1毫米內就有5.9個網點。
很多時候我們會聽到師傅說網板多少T,T又是從哪得來的?
T數:T是指每平方厘米內的網孔數,而1英寸=2.54厘米,所以,絲印網紗1T=2.54目,也就是說100T=254目,300目=118T。
因為菲林也是以英寸為換算單位,所以按照目數來標注網板更加容易換算。

生產中絲網印刷一般采用 100-400目的網紗 :
100 ~ 250 目: 一般印刷帶有閃粉或珠光粉等顆粒較大的油墨,或者用在最后一道封底使用,因為目數越少說明網孔越大,下墨量也就越多,覆蓋力也就越強。
250 ~ 350 目 : 最為常用的網目范圍,這個范圍既可以過珠光又可以保證印刷的精度,并且印刷的時候可以減少糊網的概率,不用太頻繁的洗網,對于生產的成本時間也有較好的控制,所以設計師和工廠都比較喜歡選擇這個范圍。
350 ~ 400 目 : 一般需要高精度印刷效果時使用,大多用來印刷精細文字或數字。
其次,網紗材料的選擇
說到網紗精度就不得不提一下網紗的材料選擇,市面上常見的網紗有化纖網和金屬網,同樣網紗的材料各有自己的優缺點,生產中一般化纖網就可以滿足需求,但是有一些高精度要求的圖形,還是要用到不銹鋼金屬網。

拉網中的設計師須知
拉網的角度,需要根據菲林的線數及圖形來選擇。在生產中常見的問題點就是龜紋和梅花點,如果這兩問題出現就需要檢查網板的拉網角度和菲林的線數是否匹配。
拉網的張力,并不是所有網版都是一樣的張力,它的確定需要根據,印刷面積大小,精細度,所用的油墨,承印物等等諸多因素,張力的大小直接影響印刷的精度,套位不準、尺寸偏差。當這些問題出現時,就需要設計師檢查網板的張力了。

04,調色印刷:
絲印的色彩基本在設計初期就已經確定,但是第一個色板最好還是由設計師提供,這就需要設計師先自行調配。絲網印刷的油墨類似于繪畫的顏料,只是多了透明色,學過繪畫的設計師基本都可以輕松搞定。
至于印刷,分為手工和機械兩種,屬于技術活,所以設計師就安心交給師傅搞定就行。


絲網印刷油墨與其它油墨一樣都是用顏料、樹脂、溶劑、助劑混合研磨而成。
目前市面上的網印油墨的廠家很多,品種也很多,但是做精做全的卻不是很多。在日常工作中設計師獲得新的油墨的渠道最主要的就是通過廠家推介獲得,所以設計師需要多注意跟廠家保持聯系,抱好大腿,這不僅因為這些廠家會提供不同效果不同價位的油墨,最為關鍵的是它們還會通過自己的渠道匯總出更有價值的色彩效果趨勢報告。
絲網印刷油墨分類
按照承印物分類具體有:金屬用油墨、塑料用油墨、玻璃用油墨、紙張用油墨、木材用油墨、織物用油墨、特殊用途油墨等。
按照干燥方式分類有:紫外線干燥油墨(UV油墨)、快固著油墨、自干油墨、低溫熱固油墨、高溫油墨、熱升華油墨等。
按照油墨所呈狀態分類有:膠體油墨,如水性油墨、油性油墨、樹脂油墨、淀粉色漿等。固體油墨:如靜電絲網印刷用墨粉。
設計師是非常“倔強”的一類人,它們的分類不同于別的行業,所以就有了新的分類方式。
按照設計師使用習慣油墨分類,設計師常按照效果命名油墨,比如閃粉(金蔥粉)油墨、金屬油墨、珠光油墨、實色油墨、夜光油墨、3d磁性油墨、水珠油墨、uv立體光油等。

下面分享一些我們經常用到的一些絲網印刷油墨:
閃粉油墨,就是將閃粉調配成油墨,稱為閃粉油墨,閃粉是由精亮度極高的不同厚度的PET、PVC、OPP金屬鋁質膜材料電鍍,涂布經精密切割而成。

關于閃粉,行業內大多稱為金蔥粉,但我始終不明白,它跟蔥有半毛錢關系。
閃粉顏色有很多種,有金、銀、紅、藍、綠、七色、幻彩、鐳射等,根據不同的需求可開發各種不同的色彩。
閃粉材料有PET、PVC、OPP、金屬鋁制、激光鐳射材料等。PVC閃粉及PVC鐳射閃粉不耐酸堿、不耐高溫,耐溫最高在60度左右;PET閃粉及PET鐳射閃粉耐酸堿、耐高溫在190度左右; 金屬質閃粉耐高溫在250度左右,耐酸堿,主要用于注塑。
設計師在使用閃粉油墨時,我們除了標注色彩還需要標注閃粉顆粒的大小。目前國際上比較通用等效體積顆粒的計算直徑來表示粒徑,以μm或mm表示。
閃粉粒徑可以從0.004mm-3.0mm都可以生產,通常絲網印刷的網板大多在100-400目,閃粉的顆粒粒徑對應在150-38μm,網上有很多的對照表具體使用的時候可以參照一下。
設計師如何判斷自己選的閃粉是極好的:
首先是看亮度,從表層亮度辨別,優質的金蔥粉的閃光度高,亮度高,鏡面效果明顯。
其次是看形狀排列,這個需要在顯微鏡下看金蔥粉的形狀,形狀規一,沒有出現大小不一和粉末的情況。
最后看性能,好的閃粉耐酸堿腐蝕和耐后性表現優秀,色彩亮度經久不衰。
油墨中的閃粉顆粒的大小不同所呈現出的效果也不同。總的來說,顆粒越大,閃爍越強,而對底色的遮蓋力越弱;反之顆粒越小,對底色的遮蓋力越強,光澤越柔和。
除了顆粒度,影響閃粉閃度的還有很多因素,比如材料的選擇切割的角度等等,這就需要設計師根據自己的需求做出選擇。

珠光油墨,同閃粉油墨的區別就是添加的是珠光粉。珠光粉大多采用天然云母制成,其特有的柔和的珍珠光澤而得名。珠光色彩可根據需求調試,由于顆粒均勻細膩對于網目要求較低,所以運用較為廣泛。
珠光油墨是三大光學干涉油墨之一,在紙材料和塑料材料上都可印刷。光學干涉油墨簡單點說就是有些角度會失色,也就是看不到。
這個特點一定很多人會想到一種東西,沒錯,用的很多!
 
金屬油墨,指用金屬薄片配制的油墨,有金屬的光澤,一般說的金墨、銀墨就是這類油墨。金屬油墨的顏料主要是金粉和銀粉(銅粉和鋁粉),也可加人其他顏料以產生具有特殊色彩的油墨,稱之為著色金屬油墨。我們常用到的金屬色系油墨有土豪金、亮銀、電鍍銀、電鍍金、鏡面銀、鏡面金、閃銀等。

通常情況下金屬顏料粒徑越大,金屬油墨的金屬光澤度越高,但遮蓋力和網點再現性會變差。金屬顏料粒徑越小,金屬油墨的遮蓋力和網點再現性越好,但金屬油墨的金屬光澤度降低。使用者可以根據自己的要求選擇適合的粒徑尺寸。但也不是絕對的,顆粒切割、排列等特殊處理同樣會影響金屬油墨的光澤度和遮蓋力。
實色油墨,是指不添加任何附加效果的單色油墨,在生產中廣泛于說明、按鍵、低端絲印花紋等。

UV水珠油墨,產品表面就像荷葉上落下了許許多多、大小不一的水珠一樣。水珠大小可通過印刷網目和工藝條件控制。網目越低,涂層越厚,水珠越大,反之目數越高,水珠越小。局限性就是水珠形狀及排列不能很好的控制,有一定的差異,所以應用不能達到一致性。

磁性油墨,選用可磁化的顏料,經磁場處理極易做到帶磁排列,獲得較高的殘留磁性,加入油墨中后制成的油墨顯現磁性,成為磁性油墨。圖形開發前期需要開模,周期比較長,價格相對較高。

冰花油墨,印刷后的墨跡經加熱、固化處理后會出現不規則冰花狀褶皺,使圖紋、印跡產生冰花狀折光效果,賦予印件特殊的肌理效果。這種油墨中含有大多數為UV油墨。同樣是一致性問題較難控制,價格較普通油墨高,但是已經有很多在應用了。

夜光油墨,是采用稀土發光材料,通過高科技手段制成的。在白天吸收太陽光10-30min,便自動持續發光10h以上,所以到深更半夜仍舊發光。

uv立體光油,是近幾年設計師最為喜歡運用的一種油墨,它是運用uv紫外線照射來固化油墨,多用透明光油。因為他有一定的厚度,設計師多用以表現圖文肌理感,做出的效果精致而簡潔。
相對于普通的立體光油而言,uv立體光油的立體感更強,同時也可以做的更精細。

還有很多絲印油墨,大家可以慢慢的自己發掘。
在選用油墨時設計師應注意以下幾點:
1,不同的材料選用不同的油墨,必須選用與材料相配的油墨,以避免油墨選擇錯誤造成不良后果,比如絲印abs上的油墨用到玻璃上最常見的問題就是油墨的附著力不達標。
2,不同類型油墨需要采用配套稀釋劑,主要因為各種稀釋劑對各種不同樹脂類型油墨有著不同的溶解力,同樣時為了避免產生不良的印刷效果。
05,油墨的固化:
方式有很多種,比較常見的就是通過烘干、揮發和紫外線光照固化。
不同固化方式的油墨可帶來印刷后油墨的不同光澤,不同性能,比如耐性(耐機械性、耐化學性能、耐氣候性能) ,并且價格也有所不同,所以在前期時需要根據成本選擇適合的油墨。
絲印油墨的保存以及使用期限,絲印油墨宜存放于陰涼干燥處,開罐后如果是UV油墨,必須放置冷藏柜內,并且避免照射燈光。未開罐油墨保質期在12個月,開罐后盡快使用,原則上不得超過6個月。
【三】油墨里的問題及解決方案
CMF設計師最常跟進的工藝名列前矛的一定是絲網印刷,但是絲網印刷中問題最多的就在油墨里了,下面是從網絡上整理的一些關于油墨出現的問題及解決方案,希望能幫到大家!

下方無圖
1、發泡:原因是印刷粘度過高、干燥過快、版與承印物脫離過急、版面不良、油墨本身有問題等,可根據上述原因采取相應措施進行調整,或者添加適量消泡劑以及更換油墨。
2、堵版:原因是干燥過快、印刷速度過慢、印刷粘度過高、使用不良及不當稀釋劑、印刷版位受風吹、油墨細度不合格或帶雜質。應適當調整干燥速度,或者更換油墨。
3、針孔:原因是承印物太光滑、印刷面有油脂或帶有雜質、油墨本身不良,因此必須對承印物表面進行印前處理,添加流平劑或者更換優良油墨。
4、附著力不良:原因是油墨選擇不當,印前處理不夠充分,承印物有雜質,干燥溫度、時間不足,添加劑、固化劑、催干劑的用量不當,雙組分油墨疊色印刷時底色固化過硬等。
由于 PE 、 PP 、PET 、鋁箔等材料化學極性相當低或者過于光滑,因此一般都進行電火花、火焰、強酸浸著等處理以提高印刷面的表面張力。雙組分油墨的墨膜固化后,由于化學反應作用,交聯成致密性特強的墨膜,完全固化后的墨膜難于被溶劑所浸蝕,因此疊色印刷時,底色表干后,即可印刷,其他因素可采取相應方法進行調整。
5、拉絲:原因是粘度過高、干燥過快、油墨所用樹脂與溶劑配合不當。應使用合適溶劑,調整適當粘度或者更換優良油墨。
6、遷移、裉色:原因是油墨中使用不當顏料,特別是有大量增塑劑軟膜,更易發生遷移,應選用適當油墨。
7、發白或者印刷面有霧狀:原因是稀釋劑含有水分、印刷環境空氣溫度高,或者印刷油墨本身不良。
由于印刷面干燥時,溶劑揮發會吸收周圍熱量,造成局部水蒸氣凝固于墨膜里面或表面造成白霧化,因此應選擇適當干燥速度或者降低空間溫度,或者更換優良油墨。
|

