|
電阻焊中凸焊的焊接要點
文/楊柳
01、焊接規范的選定方法
(1)單點凸焊
大電流●大加壓力●短時間通電時的焊接品質良好。
(2)多點凸焊
與單點相比,通電時間相同,焊接電流、加壓力基本一般為點凸焊電視的數倍。
通常做法是減少焊接電流和加壓力,延長通電時間。
理由是縮小焊機容量。
02、最小焊接間距
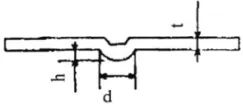
焊接強度由凸焊直徑決定,也受凸焊高度的影響,高度值最好是凸焊直徑20%~25%。
03、最小搭接量

焊接間距較小時,受磁力的影響,凸焊部相互吸引移動,導致焊接強度降低,應注意。
04、端面凸焊

凸焊搭接量最好為凸焊直徑3倍以上。

例,上圖利用沖制加工的端面進行焊接。
05、充分保證上下電極的平行度
多點凸焊時,平行度不準確會導致加壓力不均,焊接電流流通不均勻,焊接效果惡化。可在電極間加方感應紙,以加壓痕跡來管理平行度。
06、緩慢加壓
凸焊前為防止凸焊不良,形狀變大,需緩慢加壓。為此需要調整焊機的速度和控制功能。
|

