|
電阻焊中點焊的焊接要點
文/楊柳
點焊的焊接要點
01、焊接規范的選定方法
大電流●大電壓●短時間通電的焊接效果最好。
02、熔核的決定方法
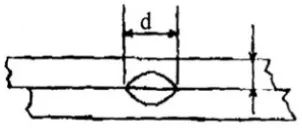
熔核大小決定點焊強度,一般由下式決定。
? 鐵 d=(4-5)t
? 鋁 d=3(3t+1.5)
03、最小焊接間距
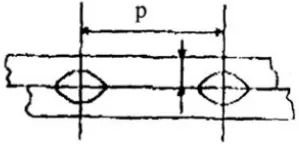
焊接間距小,第二點的焊接電流分流到第一點熔核上,第一點的熔核變小,因此間距應盡可能大。
? 鐵 p=(10~15)t
? 鋁 p=3(3t+1.5)
04、最小搭接量
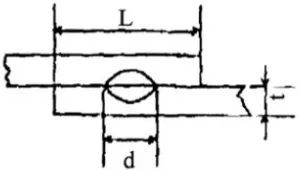
搭接量小,通電時會產生內部噴濺,導致板燒損,因此應盡可能大。
? L=2d
? L=(1.2~3)*焊接間距
05、不同板厚時的焊接條件(鐵)
原則上以薄板定條件,比例超過1:3時,考慮到熱平衡性,應現場決定焊接規范。
06、3塊同厚板材的焊接條件(鐵)
考慮到板材間的密合性,可適度提高加壓力、焊接電源,引有分流問題,焊接間距可30%,搭接量可不變。
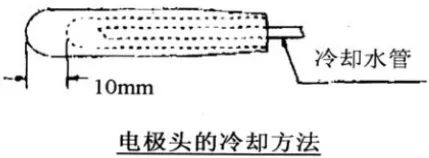
07、電極
點焊時,電流密度、熔核大小均隨電極端頭大小、形狀的變化而變化,因此在選定電極的同時,對電極的磨損管理也非常重要,而且連續焊接的點數多少,很大程度上決定于電極頭的冷卻效果。焊鋁時,R形的端頭形狀為最佳,電極端頭應每焊10點左右研磨一次。
|

