|
新員工沖壓基礎知識解讀
文/楊柳
沖壓,即用沖(chòng)床進行金屬加工。沖床,即金屬沖壓機床,主要用來使金屬板成型或在金屬板上沖孔。鋼桶底頂蓋、封閉器等就是用沖床加工制成的。

根據《現代漢語詞典》(第七版),沖壓的“沖”讀chòng(第四聲)。
一、什么是沖壓?
沖壓:通過沖床和模具對板材、帶材、管材及型材等材料施加壓力,使其材料產生分離或塑性變形,從而獲得所需形狀和尺寸的加工方法。

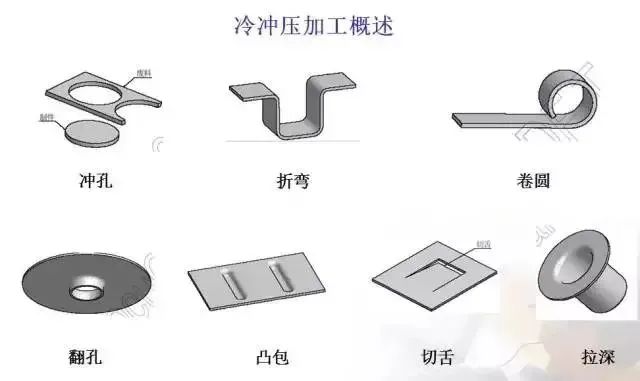
二、沖壓加工概述?
1、沖壓按工藝分類主要有兩大類:
(1)沖裁(分離):使產品沿一定輪廓線與材料分離來獲得工件的工序。
(2)成形:使材料在不被破壞的條件下發生塑性變形,從而達到所需形狀和尺寸的工件的工序。
在實際生產過程中,常常是多種工序應用于一套模具上來滿足形狀較為復雜的產品。
其中:沖裁、彎曲、拉深、脹形等是沖壓過程中幾個主要的沖壓工序。
三、沖壓加工的工藝特點?
1、優點:
(1)沖壓加工可以獲得極高的生產效率。
(2)可以得到形狀比較復雜、用其它加工方法難以加工的產品,如薄殼工件等。
(3)產品的尺寸精度與模具的精度相關,因此,尺寸較穩定、互換性較高。
(4)材料利用率較高,沖壓耗能少。單位產品的成本較低。
(5)沖壓生產操作簡單,易于實現自動化和機械化。
(6)適合大批量的生產。
2、缺點:
(1)沖壓模具一般比較復雜,模具加工周期較長,且成本較高。
(2)模具加工要求較高,不易制作。
綜上所述:在進行模具設計時,需要很強的想象力和創造力。在理論和經驗方面,對設計者和加工者的要求都很高。
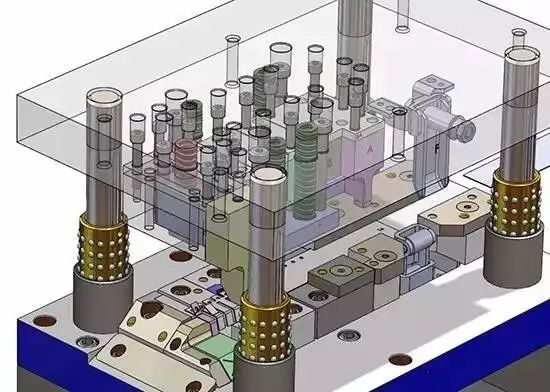
四、模具的基本結構

模具的基本組成部分:
1、上蓋板
材質:45#(不需要熱處理)m硬度要求:自身硬度,無特別要求
主要作用:是使脫料彈簧的壓力得以平衡,協調性好;將上模固定于沖床上。
加工機種:銑床、磨床。
2、上模座
材質45#(不需要熱處理)硬度要求:自身硬度,無特別要求
主要作用:放置外導套、限位柱以及卸料彈簧。上模座厚度的大小與卸料彈簧的長度有直接關系。

3、上墊板
材質:SLD,12.000mm硬度要求:HRC58~62(需深冷處理)
主要作用:承受沖頭或鑲件在沖壓過程受力回讓,避免上模座發生凹陷或變形。
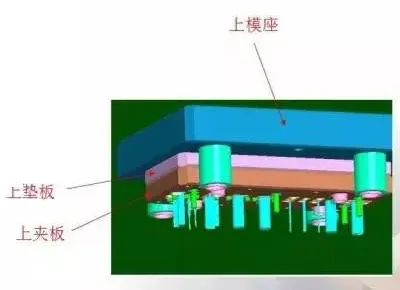
4、夾板
材質:SLD
硬度要求:HRC58~62(需深冷處理)
主要作用:固定各沖頭、鑲件,保證零件作用位置和精度。(零件與夾板的配合間隙為:單邊+0.01;其與上模座用定位銷來定位)

5、脫墊板
材質:SLD
硬度:HRC58~62(需深冷處理)
作用:固定卸料鑲件、承受成型鑲件在生產過程中所產生的集中應力。

6、脫料板
材質:SLD
硬度:HRC58~62(需要深冷處理)
作用:
(1)放置卸料鑲件,保證位置的精確性
(2)當沖頭沖剪完成后,借由卸料彈簧提供的力將沖頭與沖壓材料分離。
7、下模板
材質:SLD
硬度:HRC58~62(需要深冷處理)
作用:
(1)放置凹模鑲件,保證位置的精確性
(2)承受沖剪時的旁測力。
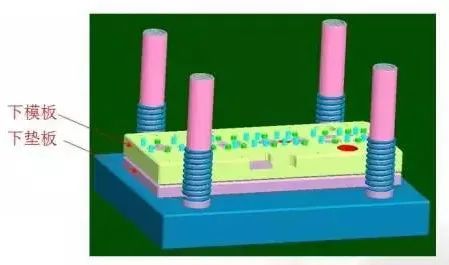
8、下墊板
材質:SLD(需要淬火處理)
硬度:HRC58~62
作用:承受鑲塊沖壓時所產生的力,防止下模座凹陷或變形。
9、下模座
材質:45#(不需要熱處理)
硬度要求:自身硬度,無特別要求作用:放置外導柱、限位柱、彈簧以及浮料銷組件。
五、模具各零部件的作用
1、導料板組件
主要作用:就是在料帶還沒有進入模具之前,先將料條導正,使料條與模具平行。

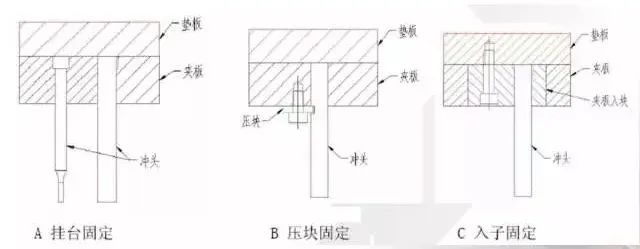
2、沖頭的結構
(1)掛臺固定:成本較低,但不方便維修。
(2)壓塊固定:適用于所有模具,方便維修。
(3)入子固定:一般用于精度要求較高的模具,方便維修,但成本較高。
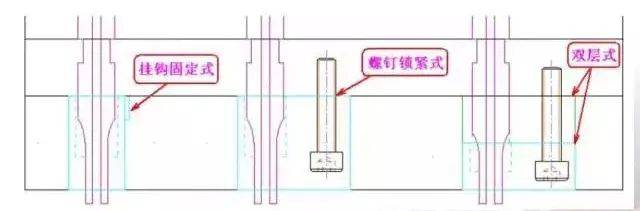
3、卸料板鑲件
放置于卸料板內,沖頭精確導向用,方便模具的調整,常規的形式有三種:臺階式、鎖緊式、雙層式。最常用的是臺階式。
4、導正釘和誤送料檢測裝置
導正釘的作用是在模具未做工之前將料條精確導正。
誤送料檢測裝置的主要作用是連接感應器,料條在送錯位時,可防止模具閉合,以達到保護模具的目的。

5、外導柱、導套及內導柱、導套
以上均為模具的定位元器件(采購標準件),模具在做工時,外導柱導套首先進行初定位,然后內導柱導套進行精確定位,以保證模具的精確度。
6、限位柱
防止合模高度設置錯誤而損壞模具,對模具和內部鑲件起保護作用。

7、導料銷
導料銷就是在模具中送料時起導向作用。
同時,它也起卸料作用,導料銷的放置建議盡量靠近引導件。

8、固定螺栓
固定螺栓的作用就是將模具各組件之間固定,提供鎖緊力,使模具各組件在受力的狀態下保持穩定的狀態。
9、螺塞
模具中,螺塞一般都是配合彈簧一塊使用的,用來限制彈簧使得彈簧在受力的情況下,能被壓縮,螺塞可以用來調節彈簧的預壓力。
10、卸料彈簧及卸料螺釘
卸料螺釘一般采用內螺紋式,這樣既可以用來固定卸料板,也可以很方便的對卸料板進行拆卸。
卸料彈簧主要是給卸料板提供足夠的壓料力和卸料力。
所謂的壓料力通常就是指壓住材料的力。當模具工作時就需要壓料力,使得材料在模具做工未完成前材料不會因為力的作用而發生移動。
卸料力是指在模具做工完成后,沖頭與材料是緊密連在一起的,要如何使他們之間分開而不會影響料條的變形,這時候我們就會需要卸料力了,使得沖頭與料條之間很平穩地分開。
在模具設計階段,設計人員必須計算卸料力的大小,當發生卸料力不足時,在保證彈簧壓縮量足夠的情況下,我們可以調節螺塞來增加卸料力,也可以選用壓縮力更大的彈簧。
|

