|
鋼桶101:ISDI完整技術規范(2)
文/克里斯·林德
翻譯整理/辛巧娟
6、鋼桶的制造方法
生產過程-步驟1:
? 鋼桶是由冷軋鋼板或卷板, 裁切到鋼桶桶身的長度和寬度尺寸。
? 55加侖鋼桶材料的厚度范圍從0.7毫米到1.4毫米。15-30加侖中小鋼桶材料厚度范圍從0.5毫米到0.7毫米。
? 桶頂、底蓋可以用卷料沖壓成型或從供應商處購買。
? 桶頂、底蓋的材料厚度:55加侖的大桶厚度從0.7毫米到1.4毫米。中小桶材料厚度為0.5毫米到0.6毫米。

生產過程-步驟2:
1、鋼桶桶身成型——卷圓并焊接接焊縫。
 
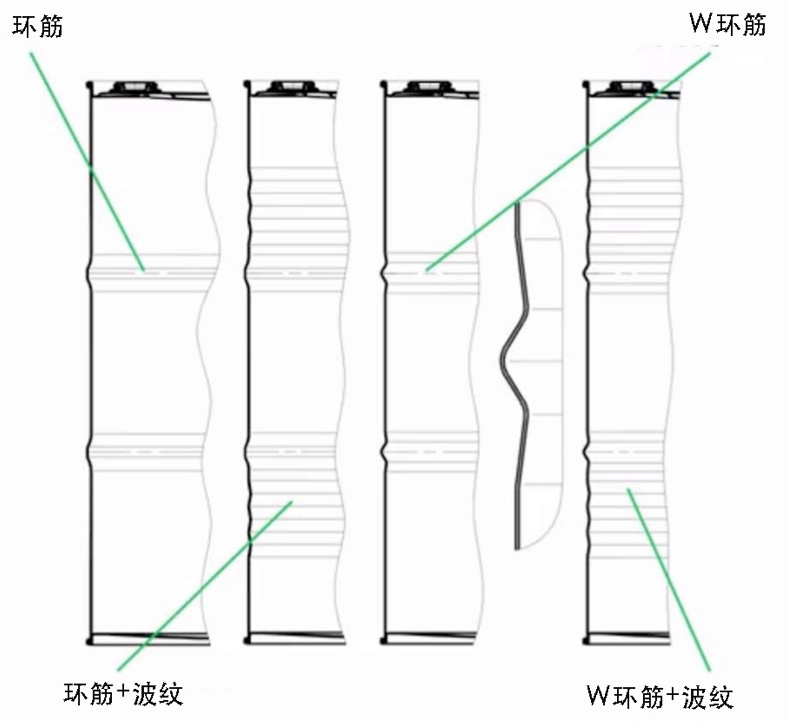
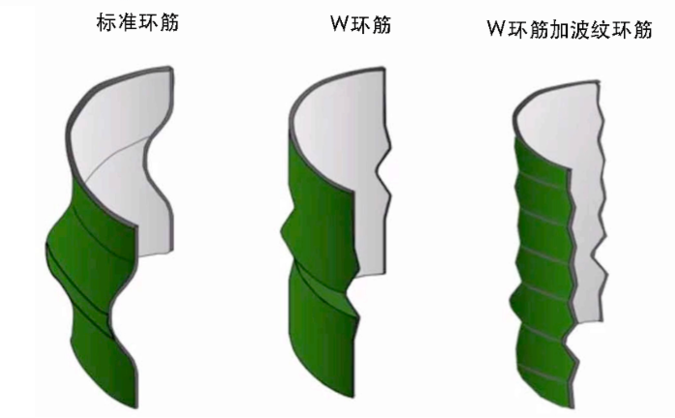
2、下一個關鍵步驟是制造環筋?環筋提供真空阻力。?環筋在運輸過程中保護標簽。?環筋可以是標準型、“W”型配置或帶幾道波紋分別在桶身頂部和底部三分之一處。
3、通常情況下,桶頂蓋部會被預卷、清洗,然后沖法蘭孔和鎖裝法蘭。

生產過程-步驟3:
? 如果需要,桶內表面涂防銹劑或根據盛裝物的不同,涂相應的內涂料并按工藝要求烘烤其內涂層。
? 桶頂部、底部與桶身是通過機械咬合密封卷在一起的——此時看起來像一個桶。
〇 此時可進行密封性測試。
〇 三重卷邊圖解

? 然后,鋼桶被涂上行業標準顏色或客戶指定的顏色。涂好油漆的鋼桶進入烤爐烘干。

? 更換桶塞,完成最后的密封性測試。
? 此時鋼桶就可以裝到卡車上了,但如果客戶有要求,可絲網印刷客戶提供的logo 嘜頭等。
? 鋼桶是按訂單加工制做。如果有庫存,也是很少量的。大多數鋼桶廠以每小時數百只桶的速度運行,而其鋼板供應商可能有超過1000個網絡庫存單位供其客戶使用。

桶塞的類型:

防盜密封蓋:

鋼塑復合桶制造工藝:
? 復合式鋼桶是帶塑料膽或襯墊的鋼桶外殼。桶上標有UN 6HA1。
? 鋼桶外殼采用與鋼桶相同方法制成,殼體內插入塑料膽或襯墊。
? 桶頂與桶身卷封到位。
? 鋼桶可以絲網印刷。
? 復合鋼桶通常用于非常危險的化學品或超清潔化學品。
 
|

