|
《金屬包裝設計與制造》(12)
標準鋼桶的工藝尺寸及受力分析
文/吳若梅、劉躍軍
一、用料計算及排樣
鋼桶的鋼板材料占總成本的60%~80%,鋼板材料工藝廢料平均為20%~40%,為了保證材料利用率高、降低成本、鋼桶質最好、工裝模具結構簡單、工藝操作方便、生產效率高,必須做好下料預算和鋼桶制件的排樣。
1、排樣原則
材料利用率以K表示,K為單張板制件總凈重與單張板料的總重之比。排樣時條料上會產生結構廢料和工藝廢料,如圖8-15所示。

排樣形式一般有直排、斜排、對排、混合排、多排等,根據制件的不同而不同。在排樣時,一般要從以下幾點考慮:
①改善制件結構形狀,提高材料利用率。
②在保證模具壽命和產品質量的前提下,合理地選擇搭邊值。一般情況下,最小送料搭邊值b1為材料厚度,邊緣搭邊值b2=1.2b1。
③可采用幾種制件混合排樣,以進一步提高材料利用率,如廢料可沖壓墊圈、圖釘片等,減少復雜形狀拉深件的工藝補充廢料。
2、下料預算
(1) 桶身下料
以圓柱形鋼桶為例,桶身是由長方形鋼板(圖(8-16)經過卷圓、磨邊、縫焊、翻邊等工序后形成的。

如桶身無波紋、環筋(圖8-17所示)
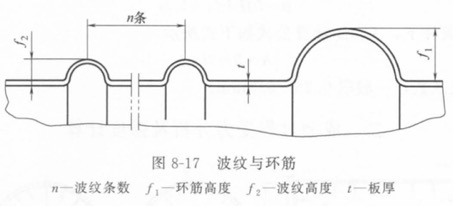
則 a=π(d+t)+B???????? (8-4)
b=G+2c?????????????? (8-5)
如桶身有波紋和環筋(假設為半圓形狀態),波紋與環筋的料長為2πf1+nπf2,F為鋼桶外高,則
b=F-2t+2c+(2π-4)f1+(π-2)f2??????? (8-6)
公式在應用時要根據設備及模具的實際情況進行修正。
(2) 桶頂(底)下料
圖8-18所示為桶頂(底)形狀尺寸示意圖,按拉深前后毛坯的面積相等的原則計算毛坯尺寸,則圓形毛坯直徑為:


各分型面積可由第四章查表可得,可最終得到其下料尺寸。
(3) 三重卷邊結構設計
桶身與桶頂(底)接合邊緣組合尺寸是指桶身半成品的板邊尺寸與桶底、頂蓋拉伸凸緣尺寸的組合,該組合尺寸的確定奠定了卷邊能否完成以及卷合多少層數的基礎,因此必須精確地確定該組合尺寸(圖8-19)。

三重圓形卷邊的組合尺寸設計公式如下:

式中,L'——桶身板邊緣尺寸,mm
L——桶頂(底)凸緣尺寸,mm
A——三重圓卷邊厚度尺寸,mm
B——三重圓卷邊寬度尺寸,mm
T——桶板材厚度,mm(設全桶的板材厚度相同)
R——桶頂(底)轉角半徑,通常取(10~16)t,mm。
參照本書二重卷邊厚度、寬度計算式及其表示方法,可得
A=7t+Σg
B=BH+Lc+5.5t????????? (8-12)
在近似計算條件下,A、B計算公式如下式所示
A=B=7t+b?????????????? (8-13)
式中,b——修正系數,一般取0.25~0.5mm。
二、成型過程受力分析及強度計算
鋼桶的結構已經基本定型,假設圓柱桶內裝滿液體,桶壁均受到向外的壓力[圖8-20(a)]。內壓力沿半徑方向輻射作用千鋼桶內壁[圖8-20(b)]。鋼桶在內壓力作用下,其圓周均勻增大,所以通過鋼桶軸線的任何截面上,將作用著相同的軸力N[圖8-20(c)]。

要使鋼桶受均勻內壓力時強度足夠,則該壓力作用于桶壁、桶底、桶頂的應力應小于材料許用應力,即:
6θ<[δ] ???????????(8-14)
6a<[σ] ????????????(8-15)
式中,[σ]——材料許用應力,N
6θ——桶壁所承受的正應力,N
6a——桶底、頂徑向截面所受正應力,N
為保持桶內應力平衡,則液體作用于桶壁圓弧面的力與桶體的反作用力N之差為零,即

式中,d——鋼桶內徑,mm
L——桶高,mm
P——桶內壁的壓力,Pa
t——壁厚,mm
θ——液體作用于桶壁圓弧面的單元角,mm
N——桶體的反作用力,Pa
因桶壁厚度t遠小于桶內徑d,所以

桶頂(底)所受的應力為

鋼桶能否承受一定的外力作用,還取決于鋼桶的結構。鋼桶的桶身是用整塊薄鋼板焊接而成,桶頂、桶底與桶身是卷邊接合,鋼桶焊接處的強度在正常使用情況下應不低于原整塊鋼板的強度,內壓力一般不超過2×l05Pa。在實際應用中,鋼桶經常受到外力的作用,如嚴重的跌、撞會使鋼桶產生凹陷、扁癟甚至泄漏,為加強鋼桶的強度,在桶身、桶底、桶頂上加工一些波紋和環筋,可以使剛性大大加強。鋼桶卷邊部分對整個鋼桶來說是比較突出的邊緣,也是最易被外力跌、撞凹瘛的薄弱環節。
如果鋼桶卷邊部分強度足夠,則必須

采用卷邊法接合桶身與桶底、桶頂,本身也是一種加強方式,特別是三重圓卷邊已經代替了二重矩形卷邊,這是制桶技術的一大進步。
|

