電阻焊常識介紹
電阻焊,是一種以加熱方式接合金屬或其他熱塑性材料如塑料的制造工藝及技術,是工件組合后通過電極施加壓力,利用電流通過接頭的接觸面及鄰近區域產生的電阻熱進行焊接的方法。

一、電阻焊特點
優點
1、熔核形成時,始終被塑性環包圍,熔化金屬與空氣隔絕,冶金過程簡單。2、加熱時間短,熱量集中,故熱影響區小,變形與應力也小,通常在焊后不必安排校正和熱處理工序。
3、不需要焊絲、焊條等填充金屬,以及氧、乙炔、氫等焊接材料,焊接成本低。
4、操作簡單,易于實現機械化和自動化,改善了勞動條件。
5、生產率高,且無噪聲及有害氣體,在大批量生產中,可以和其他制造工序一起編到組裝線上。但閃光對焊因有火花噴濺,需要隔離。
缺點
1、目前還缺乏可靠的無損檢測方法,焊接質量只能靠工藝試樣和工件的破壞性試驗來檢查,以及靠各種監控技術來保證。
2、點、縫焊的搭接接頭不僅增加了構件的重量,且因在兩板焊接熔核周圍形成夾角,致使接頭的抗拉強度和疲勞強度均較低。
3、設備功率大,機械化、自動化程度較高,使設備成本較高、維修較困難,并且常用的大功率單相交流焊機不利于電網的平衡運行。
二、電阻焊分類
電阻焊方法主要有四種,即點焊、縫焊、凸焊、對焊(電阻對焊、閃光對焊),四種工序的示意圖例如下↓↓

點焊
點焊是將焊件裝配成搭接接頭,并壓緊在兩柱狀電極之間,利用電阻熱熔化母材金屬,形成焊點的電阻焊方法。點焊主要用于薄板焊接。
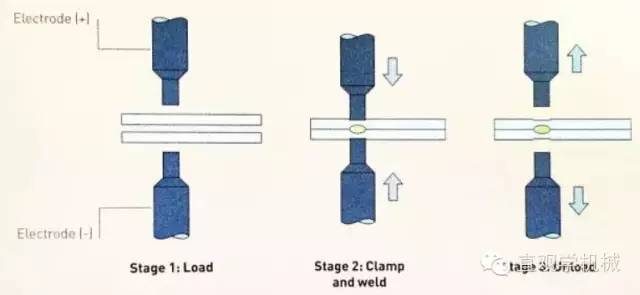
點焊的工藝過程:
1、預壓,保證工件接觸良好。
2、通電,使焊接處形成熔核及塑性環。
3、斷電鍛壓,使熔核在壓力繼續作用下冷卻結晶,形成組織致密、無縮孔、裂紋的焊點。
縫焊

縫焊的過程與點焊相似,只是以旋轉的圓盤狀滾輪電極代替柱狀電極,將焊件裝配成搭接或對接接頭,并置于兩滾輪電極之間,滾輪加壓焊件并轉動,連續或斷續送電,形成一條連續焊縫的電阻焊方法。
縫焊主要用于焊接焊縫較為規則、要求密封的結構,板厚一般在3mm以下。
對焊
對焊是使焊件沿整個接觸面焊合的電阻焊方法。
1、電阻對焊
電阻對焊是將焊件裝配成對接接頭,使其端面緊密接觸,利用電阻熱加熱至塑性狀態,然后斷電并迅速施加頂鍛力完成焊接的方法,
電阻對焊主要用于截面簡單、直徑或邊長小于20mm和強度要求不太高的焊件。
2、閃光對焊
閃光對焊是將焊件裝配成對接接頭,接通電源,使其端面逐漸移近達到局部接觸,利用電阻熱加熱這些接觸點,在大電流作用下,產生閃光,使端面金屬熔化,直至端部在一定深度范圍內達到預定溫度時,斷電并迅速施加頂鍛力完成焊接的方法。
閃光焊的接頭質量比電阻焊好,焊縫力學性能與母材相當,而且焊前不需要清理接頭的預焊表面。閃光對焊常用于重要焊件的焊接。可焊同種金屬,也可焊異種金屬;可焊0.01mm的金屬絲,也可焊20000mm的金屬棒和型材。
凸焊
凸焊是點焊的一種變型形式;在一個工件上有預制的凸點,凸焊時,一次可在接頭處形成一個或多個熔核。
三、電阻焊設備
電阻焊設備按焊接工藝分類分為:點焊機、凸焊機、縫焊機、和對焊機四種。
按供能方式分為:單相工頻焊機、二次整流焊機、三相低頻焊機、儲能焊機和逆變式焊機。
目前產量最多、應用最廣的是駿騰發工廠生產的單相工頻焊機,但由于它的負載功率因數低,和對電網造成不利影響等缺點,所以近年逐漸發展了后面這幾種電阻焊機,其中逆變式電阻焊機成為今后發展的主流。

