有圖有真相的金屬深拉伸成型工藝
金屬的深拉伸成型(又名拉深),是把金屬板材沖壓成空心柱體的工藝。深拉伸技術在生產過程中應用非常廣泛,例如生產汽車零件;還可以用來制造家用產品,例如不銹鋼廚房洗碗槽。

工藝成本:模具費用(極高),單件費用(中)
典型產品:食品飲料包裝,餐具廚具,家具,燈具,交通工具,航天等
產量適合:適合大批量生產
質量:成型表面精度極高,但是具體要參考模具的表面質量
速度:單件周期快,具體取決于金屬的延展性和抗壓性
適用材料
1. 深拉伸工藝依賴金屬延展性和抗壓性的平衡,適合的金屬有:鋼,銅,鋅,鋁合金,其他金屬在深拉伸成型過程中容易撕裂起皺
2. 因為金屬的延展性直接影響了深拉伸的生產效率與質量,所以一般用金屬薄片作為原材料進行加工

設計考慮因素
1.通過深拉伸成型的零件截面內徑應控制在5mm-500mm(0.2-16.69in)之間
2.深拉伸的縱向長度最多為零件截面內徑的5倍
3.零件縱向長度越長,則金屬板材越厚,否則加工過程中會出現表面撕裂,因為在拉伸過程中,金屬板材厚度會逐漸減小
工藝過程詳解
步驟1:將裁剪好的金屬板材固定在水壓機上
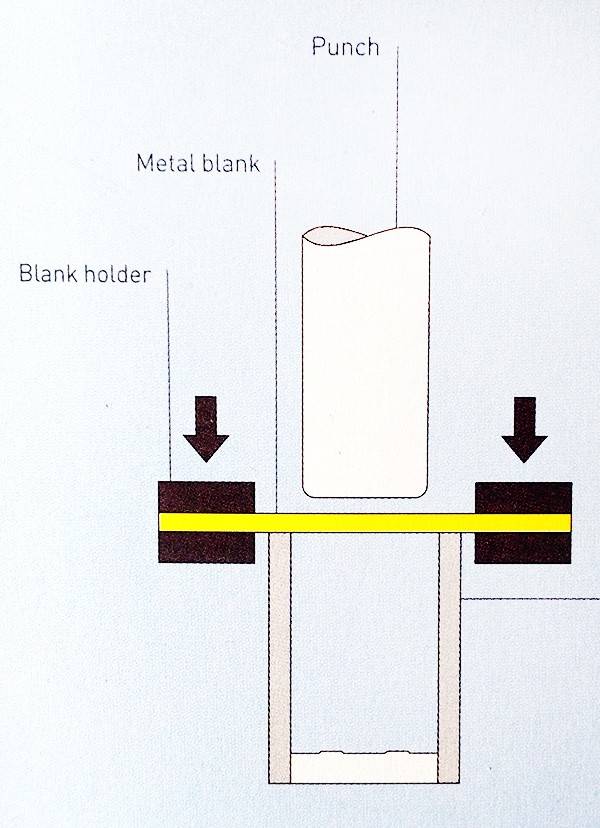
步驟2:沖壓頭下降并向模具內部擠壓金屬板材,直至金屬板材完全貼合模具內壁成型

步驟3:沖壓頭上升,完成的零件被底部臺面頂出

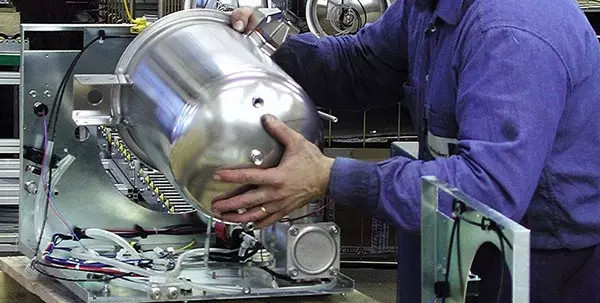
實例:金屬傘桶的制造過程

步驟1:將0.8mm(0.031in)厚的碳鋼板材裁剪成圓餅狀

步驟2:將裁剪好的碳鋼薄片固定在水壓機上(通過水壓機平臺周圍的夾具固定)

步驟3:沖壓頭慢慢下降,將碳鋼板材向模具內部擠壓成型


步驟4:沖壓頭上升,成型后的金屬柱體件被頂出

步驟5:修邊

步驟6:拋光

步聚7:口部滾壓成型,口箍壓合



