高壓無氣噴涂基礎知識培訓
鳳巢
高壓無氣噴涂(簡稱無氣噴涂)是不需要借助壓縮空氣噴出使涂料物化,而是給涂料施加高壓使預料噴出時霧化的工藝。
一、高壓無氣噴涂介紹
無氣噴涂的開發是為了減少涂料的損失,減少對大氣的污染,提高涂裝作業的效率。初期其設備是采用齒輪泵給涂料加壓,但壓力不高,且涂料在常溫下霧化效果不好。為克服這種不足,曾采用涂料預先加熱,然后再加壓噴出的方法,該法稱之為初期的加熱無氣噴涂。由于整套設備比較大,使用受到限制,沒有獲得普遍應用。
后來,采用柱塞泵給涂料加壓,涂料噴出壓力高,霧化效果好,涂料不需要預先加熱,操作也比較簡單,因而無氣噴涂很快進入推廣階段,并被普遍應用。此法稱為冷噴型無氣噴涂,它噴涂效率高,漆霧飛散少,能獲得較厚的漆膜,最適宜對大型被涂物進行大面積噴涂作業。
為適應各種涂裝需要,充分發揮無氣噴涂的特長,并彌補某些不足,無氣噴涂設備和噴涂方法有了新的發展。靜電無氣噴涂就是綜合了無氣噴涂和靜電噴涂兩者的特長,既充分發揮了無氣噴涂效率高的特點,又發揮了靜電噴涂效率高的特點。熱噴涂型無氣噴涂能在無氣噴涂高固體分和高粘度涂料時,改善霧化效果,提高漆膜的裝飾性,又能獲得較厚的漆膜。雙組份無氣噴涂的出現是為適應雙組份涂料的噴涂需要。空氣輔助無氣噴涂綜合了空氣噴涂效率高的特點和無氣噴涂的特長,既發揮了空氣噴涂霧化效果好,漆霧粒子細的特長,又保留了無氣噴涂涂料利用率率高的特長,且噴涂壓力低。
總之,從20世紀50年代無氣噴涂的開發初期至今,無氣噴涂工藝與設備有了改進和新的發展,并能滿足各種涂裝行業的需要,已在船舶,汽車車輛,橋梁,鋼結構件,建筑及各種機械行業廣泛應用,是目前應用最廣泛的涂裝方法之一。
二、高壓無氣噴涂的原理與特點
1、無氣噴涂的原理
無氣噴涂是將涂料施加高壓(通常為11-25MPa),使其從涂料噴嘴噴出,當涂料離開噴嘴的瞬間,便以高達100m/s的速度與空氣發生激烈的高速沖撞,使涂料破碎成微粒,在涂料粒子的速度未衰減前,涂料粒子繼續向前與空氣不斷的多次沖撞,涂料粒子不斷的被粉碎,使涂料霧化,并沾附在被涂物表面。
2、無氣噴涂的特點
涂裝效率高:
無氣噴涂的涂裝效率比刷涂高10倍以上,比空氣噴涂高3倍以上,可達到400-1000平方。
漆膜質量好:
無氣噴涂避免了壓縮空氣的水分,油滴,灰塵對漆膜造成的屏蔽,可以確保漆膜質量。
減少對環境的污染:
由于不使用空氣霧化,漆霧飛散少,且涂料的噴涂粘度高,稀釋劑用量少,因而減少了對環境的污染。
對復雜工件有很好的涂覆效果:
由于涂料噴霧不混有壓縮空氣流,避免了在拐角、縫隙等死角部位因為氣流反彈對漆霧沉積的屏蔽作用。
可噴涂高、低黏度的涂料:
噴涂高黏度涂料時,可得厚涂膜,減少噴涂次數。
三、高壓無氣噴涂操作技巧
1、噴嘴型號與膜厚
相同噴幅、不同口徑的噴嘴,以大口徑噴嘴所噴膜厚為厚。

2、噴嘴型號與膜厚
相同口徑、不同噴幅的噴嘴,以小噴幅噴嘴所噴膜厚為厚。

3、噴槍距離
無氣噴槍的噴涂距離以30cm左右為佳。
4、噴槍位置
噴槍應始終與被噴物保持垂直。
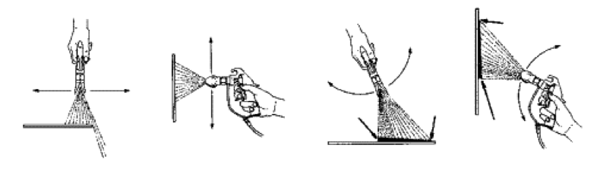
5、噴槍移動
移動→打開扳機→平穩移動→松開扳機結束。

6、噴幅搭接

7、如何噴涂墻角

8、如何噴涂平面
小面積平面、大面積平面
四、噴涂的基本施工工藝
1、噴槍的拿握方法和姿勢
手:拿握噴槍不要大把滿握,無名指和小指輕輕握住槍柄,食指和中指勾住板機,槍柄夾在虎口中,上身放松,肩要下沉,以免時間長了,手腕和肩膀疲乏。
眼:噴涂時要眼隨噴槍走,槍到哪,眼到哪,既要找住噴槍要去的位置,又要注意噴過涂膜形成的狀況和噴束的落點。
身軀:噴槍與物面的噴射距離和垂直噴射角度,主要靠身軀來保證。噴槍的移動同樣要用身軀來協助膀臂的移動,不可只移動手腕,但手腕要靈活。
2、噴涂方法及施工工序
噴涂的方法有縱向、橫向交替噴涂和雙重噴涂兩種方法。雙重噴涂也叫壓槍法,是使用較為普遍的一種方法,現將有關的噴涂方法和施工工序介紹如下:
壓槍法噴涂:
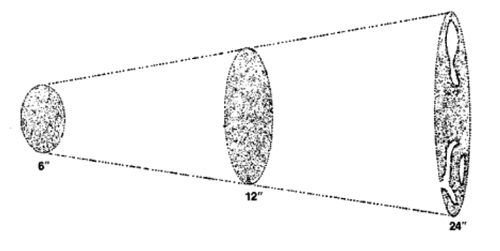
噴槍噴涂出的噴束是呈扇形射向物面的,噴束中心距物面最近,邊緣離物面最遠,因而中心比邊緣的涂料落點多,形成的涂膜中間厚邊緣薄。壓槍法是將后一槍噴涂的涂層,壓住前一槍噴涂涂層的1/2,以使涂層的厚薄一致。并且噴涂一次就可得到兩次噴涂的厚度。
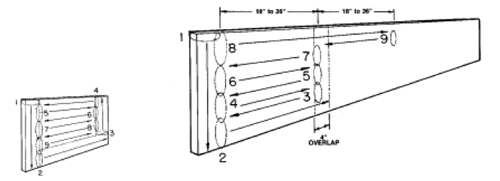
采用壓槍法噴涂的順序和方法如下:
先將噴涂面兩側邊緣縱向噴涂一下,然后再依噴涂線路,從噴涂面的左上角橫向噴涂。第一噴路的噴束中心,必須對準噴面上側的邊緣,以后各條噴路間要相互重疊一半。各噴路未噴涂前,應先將噴槍對準噴涂面側緣的外部,緩慢移動噴槍,在接近側緣前便扣動板機(即要在噴槍移動中扣動板機)。在到達噴路末端后,不要立即放松板機,要待噴槍移動到噴涂面另一側的邊緣后,再放松板機(即放松板機要在噴槍停止移動前進行)。噴槍必須走成直線,不能呈弧行移動,噴嘴與物面要垂直,否則就會形成中間厚,兩邊薄或一邊厚一邊薄的涂層。噴槍移動的速度應穩定不變,每分鐘約為10-12m,每次噴涂的長度為1.5m左右。
五、高壓無氣噴涂施工時注意事項
1、噴涂時應掌握噴槍與鋼桶之間的距離和噴槍移動速度,噴槍與鋼桶之間的距離對涂膜的影響很大。它們之間的距離過遠,或者噴槍移動速度快,噴到鋼桶表面上的涂膜稀簿、甚至產生麻點;距離過近或噴槍移動慢,涂層會受沖擊而產生橘紋和涂膜不勻,并會產生涂層流掛。一般噴槍與鋼桶距離取250 ~ 400毫米之間,噴槍移動速度0.3~1.2米/秒,我們鋼桶流水線上的固定噴涂設備也應參照此標準來調整噴槍與鋼桶之間的距離以及噴槍與鋼桶的相對移動速度。當然噴槍與鋼桶之間的距離和噴槍移動速度還應根據涂料的種類、粘度的高低、噴嘴以及壓力的大小等因素來確定,只要經幾次試驗,就可以摸索到最佳噴涂數據。
2、休息時,管路內涂料不必全部放掉,僅需關閉氣源,扳動槍機放掉一部份涂料,使管路內壓力降低即可,并將噴槍頭部浸入溶劑內,以免槍端噴嘴口殘余涂料固干而影響下次噴涂。
3、在噴涂過程,因涂料中雜質堵塞噴咀小孔時,可將噴咀拆下來,用溶劑洗后再用毛刷刷,或用壓縮空氣吹去雜質,重新裝上即可,但切勿使用尖銳小針捅,以免剔毛噴口,影響噴涂時的漆霧質量。
4、另外還應注意以下四點:
(1)高壓軟管工作壓力不要超過25兆帕;
(2)高壓軟管使用時不要極度彎曲,不要用腳踩踏或車輪碾軋;
(3)經常清洗過濾器濾網,確保良好的過濾;
(4)氣缸內壁及柱塞缸活塞桿處定期注以潤滑油。
5、噴涂結束后應關閉氣源、開啟放泄閥、將涂料放掉;將吸漆器放入溶劑中,吸入溶劑循環清洗,這項工作必須仔細進行,尤其是在噴涂粘度較大或易沉淀的涂料,更不能草率從事。
六、高壓無氣噴涂設備容易產生的故障和排除方法
(一)故障現象:噴咀孔堵塞
故障原因及消除方法:
1、涂料過濾不凈
拆下噴咀,溶劑清洗,去掉噴咀中污物、涂料,再次過濾。
2、設備清洗不徹底
設備清洗并過濾涂料
(二)故障現象:吸漆不足
故障原因及消除方法:
1、吸漆器盤形濾網堵塞
消除堵塞物。
2、吸漆管的軋頭未軋緊,吸力不足
軋緊吸漆管。
3、柱塞缸的O形密封圈磨損
更換O形密封圈
(三)故障現象:氣缸內活塞換向失靈(泵不能起動,或起動而不噴,時有漏氣聲)
故障原因及消除方法:
1、換向拉桿偏斜
轉動手柄
2、彈簧日久失效
更換彈簧
3、長短氣門閥桿密封面磨損
更換氣門閥桿
(四)故障現象:噴槍泄漏
故障原因及消除方法:
1、針閥與閥座磨損
用碳化矽研磨砂配研
2、針閥引出鋼絲處填料磨耗
重新用石棉繩繞填
(五)故障現象:槍端滴漆
故障原因及消除方法:
1、槍端螺帽未壓緊
旋緊
2、槍身內彈簧失效
更換
(六)故障現象:壓力波動太大
故障原因及消除方法:
1、噴咀孔太大,出漆過多
改用較小的噴咀
2、氣源不足
提高氣源壓力或流量
(七)故障現象:涂料壓力太低
故障原因及消除方法:
1、柱塞缸內密封圈磨耗過大
更換密封圈
2、涂料粘度太高
稀釋涂料
3、氣缸內O形密封圈磨耗過大
更換O形密封圈



