FN1-200-5型鋼桶縫焊機的使用和維護
南通澳斯派克焊機有限公司 黃惠德
一、用途
縫焊機是采用低電壓大電流將焊接鋼板放置兩個焊輪中間,以搭接形式,并施加一定的壓力轉動焊輪,利用電阻發熱原理,通過兩個極直接短路產生高熱將焊件連接的一種焊接設備。
FN1-200-5型縫焊機是專門用以焊接沒有鍍層的低碳鋼不銹鋼薄壁鋼桶。
二、特點
本焊機具有以下功能:
1、可均勻調節焊接壓力。
2、可無級調節焊接速度。
3、可任意調節電流大小及熱量高低。
4、當上下焊輪磨損后,可調節導向滑塊內彈簧壓緊螺母,使焊輪保持原有距離。
三、技術數據
名稱 |
單位 |
數據 |
額定容量 |
KVA |
200 |
額定電壓 |
V |
380 |
額定初級電流 |
A |
526 |
頻率 |
HZ |
50 |
連續容量 |
KVA |
141 |
連續初級電流 |
A |
372 |
額定負載持續率 |
% |
50 |
次級空載電壓 |
V |
6.8~7.6 |
次級電壓調節級數 |
|
2 |
額定級數 |
|
2 |
焊件最大厚度 |
mm |
2+2 |
額定焊件厚度 |
mm |
1.5+1.5 |
電極臂伸長度 |
mm |
1100 |
焊接不同內徑圓桶有效伸出度 |
內徑為360mm時 |
mm |
480 |
內徑為440mm時 |
mm |
730 |
內徑為600mm時 |
mm |
1100 |
上焊輪原始行程 |
mm |
55 |
最大行程 |
mm |
130 |
焊接速度 |
m/min |
1~8 |
最大工作壓力 |
N |
8000 |
氣源壓縮空氣壓力 |
MPa |
0.5 |
壓縮空氣消耗量(自然狀態) |
M3/h |
2.5 |
冷卻水消耗量 |
L/h |
1300 |
重量 |
kg |
2000 |
四、安裝調試
1、新購焊機到達生產現場后,首先開箱檢查產品使用說明書、合格證、備件是否齊全,焊機在運輸過程中是否有損壞,如有不全或損壞及時通知生產廠方,妥善處理。
2、請詳細閱讀使用使用書。
3、焊機就位后,在進焊機電源線前段需要配置400A以上的空氣斷路器,按標準要求接通水、電、氣,200KVA容量的縫焊機進氣管通徑不小于Φ8mm,進水管通徑不小于Φ20mm,進入電源電纜線截面積配置普通控制器不小于95mm2銅芯線,配置變頻控制器不小于50mm2銅芯線。進水管、進氣管連接牢固防止漏水、漏氣,進入電源線必須使用接線端子,接線端子連接焊機接線柱時,必須用力擰緊螺母,以免在大電流通過時產生接觸不良打火現象。
4、焊機在開機使用前必須接好接地線。
5、焊機燥作過程:
(1)先將焊接壓力預調至0.2MPa左右。
(2)打開焊機導軌蓋板,撥動壓緊彈簧的上下螺母。使上下焊輪之間距離調節到約25mm左右。以后在生產過程中焊輪磨損后間距不斷擴大要經常調節。
(3)打開水閥,使出水管保證都有足夠的出水。
(4)接通焊機電源,打開控制箱電源開關,控制箱焊接開關設置到調正狀態。
(5)按控制箱面板上的“工作/設定”鍵,使“設定”指示燈亮。
(6)按參數號“△”鍵,設定相應對應各參數。
參數號1:預壓時間:按參數值“△”和“?”鍵設定時間為65~80周波。
參數號2:焊接電源:按參數值“△”和“?”鍵設定電流值(據工件厚度而定)。
參數號3:焊接時間:按參數值“△”和“?”鍵設定為“2”。
參數號4:休止時間:按參數值“△”和“?”鍵設定為“1”。
參數號5:控制脈沖:按參數值“△”和“?”鍵設定為250周波。
參數號6~9:設為“0”周波。
(7)按“調整/焊接”鍵設定為調整狀態(調整指示燈亮)。
(8)按“工作/設定“鍵設定為工作狀態(工作指示燈亮)。
(9)啟動焊機腳踏開關使焊機空運轉(上焊輪順時針旋轉,下焊輪逆時針旋轉,如發現反轉請停機調整三相進線相序)。
(10)焊機一切正常運轉后,停止焊機運轉,將“工作/設定”鍵設定為“設定”狀態(設定指示燈亮),將“調整/焊接”鍵設定為“焊接”狀態。(焊接指示燈亮)。
(11)將“工作/設定”鍵設為“工作”狀態(工作指示燈亮)啟動焊機用工件試焊。
五、維護保養
1、經常檢查縫焊機在正常生產時,變壓器回路中是否有某個連接部位導體有特別發熱現象,如有特別發熱,這個部位導電接觸面肯定有問題,需要拆開進行修正處理。
2、導電軸導電套磨損嚴重時要及時更換。
3、焊接壓力一般0.7~0.9mm厚度鋼板選用1.8MPa左右:1~1.2mm厚度鋼板選用2.0MPa左右。
4、搭邊寬度選用0.5mm左右。
5、焊接鍍鋅板時必須把鋅層打磨掉。
6、如使用循環水冷卻,一定要配備冷卻設備,使冷卻溫度不能高于30℃以上。
7、縫焊機在焊接時,網路變壓器壓降超過5%以上會影響焊接質量,超過10%以上必須增加網路變壓器容量。
8、油霧器內潤滑油耗盡時,必須加注32#機械油。
9、空氣壓縮機要定期放水,防止存水進入焊機氣路中。
10、更換焊輪時,導電接觸面一定要無垃圾雜質,并且固定螺絲一定要擰緊。
11、調換修正輪時,導電套油孔要對準加油孔。
12、修正輪磨損后要及時更換。
六、警告事項
1、修正輪彈簧不能壓得太緊,一般只要能帶動焊輪不出現打滑就行。
2、氣溫在0℃以下時停機后必須吹干冷卻水道中的殘存水。
3、焊接壓力未達到規定標準不能通電焊接,否則引起焊輪打火。
4、預壓時間必須調正到先壓緊工件后再通電焊接。
5、導電軸與導電套之間每4小時一次加注專用導電脂。
6、所有傳動磨擦部分,每8小時加注一次潤滑油。
七、常見故障排除
1、控制箱面板出現ER03顯示時,檢查冷卻水水路是否不通或水壓太低。
2、控制箱面板出現ER01顯示時,檢查可控硅是否正常。
3、控制箱面板出現ER02顯示時,檢查可控硅是否不導通。
4、控制箱面板出現ER07顯示時,可能存儲器數據已滿,檢查控制箱參數設置是否正確(詳細請閱讀控制箱使用說明書)。
5、空氣開關跳閘,焊輪直接短路打火、變壓器冒煙。
一般是變壓器層間短路或初次級擊穿,排除方法:脫開變壓器連接電纜線,用萬用表檢查。
6、變壓器出現振動、空氣開關跳閘、工件擊穿。
可能是可控硅單管導通或可控硅擊穿。排除方法:更換可控硅。
7、起動縫焊機焊接開關后,焊輪下不來。
可能是電磁閥沒有接到控制器信號,電磁閥閥芯卡死不換向,電磁閥線圈已燒壞。排除方法:檢查電磁閥聯線是否有電流信號,如無信號檢修控制器,用手動按電磁閥換向是否動作,如無動作更換電磁閥。
8、焊輪壓緊工件后不轉動。
排除方法:檢查控制器有無電機控制信號,控制電機的繼電器是否有動作,電動機是否已燒壞,調速變頻器有否故障,傳動軸梢子是否脫落斷裂,電極軸與瓦之間是否咬死。逐一排查處理。
9、焊輪下來后沒有焊接電流。
排除方法:檢查控制器有無焊接信號輸出,水壓開關開啟是否失靈,逐一排查檢修。
10、焊輪下來就打火。
有可能加壓時間太短、氣源壓力供應跟不上、焊接壓力調得太小、換氣缸密封圈。
11、焊縫不清晰。
檢查焊輪表面是否有毛剌、鐵碴、凹凸不平或修正輪齒尖是否磨損,電流調得太大。排除方法:打磨焊輪,調換修正輪,適當調小焊接電流、檢查電網壓降是否過大。
12、焊縫頭尾開裂。
排除方法:有兩種現象,一是電流過大撕裂;二是電流過小開裂。如果撕裂調小電流,如果開裂調大電流。
13、發藍區寬度不一致。
排除方法:仔細觀察發藍區寬度大小,無規律可能是二次回路某一個導體部位接觸面不好,有規律的出現發藍區寬度細微變化,可能控制器主控板有問題。處理方法:檢查二次回路連接點。維修控制器。
14、焊輪錯位。
排除方法:可能是導電套磨損量太大,更換導電軸與導電套。
八、安全保護
1、縫焊機及控制器必須可靠接地。
2、工作時焊機和控制箱門必須關閉。
3、維修時必須切斷電源。
4、在焊接時其它鋼鐵物件必須遠離焊機回路。
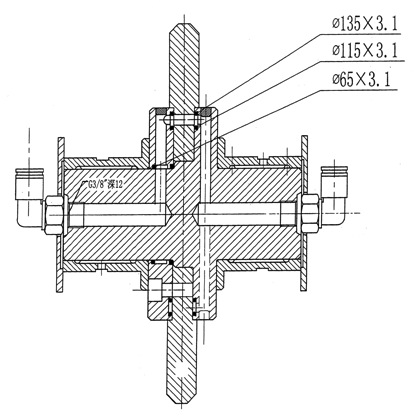
九、附圖
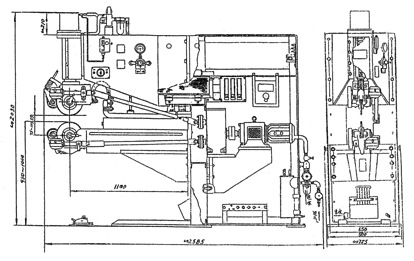
1、FN1-200-5縫焊機總圖
2、水路系統圖

3、氣路系統圖
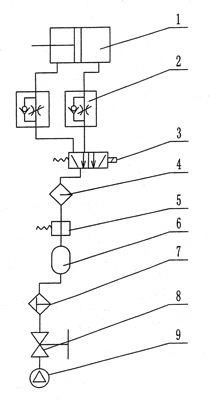
1-氣缸;2-單向節流閥;3-三位五通電磁閥;4-油霧器
5-調壓閥;6-儲氣筒;7-過濾器;8-截止閥;9-空壓泵;
4、焊輪

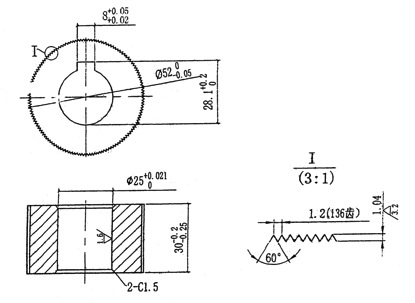
5、直齒修正輪
6、焊輪裝配圖
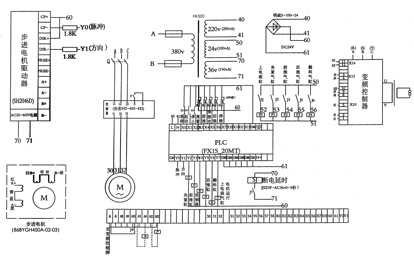
7、電氣原理圖