鋼桶卷邊封口機概述(1)
武漢金屬容器二廠 王霖
在制桶行業里,封口機也稱封桶機,俗稱扣底機。它是用來完成鋼桶桶身與桶底(頂)的封口總裝工序的機器。因封口不好而造成桶滲漏,會使桶喪失其使用價值,故封口工序是制桶的關鍵工序,封口機是制桶的關鍵設備。
封口機的工作原理,是由多個帶有一定形狀溝槽的壓輪在與桶作相對旋轉運動的同時,順次向桶的待封口處作進給運動,迫使桶身與桶底(頂)的接合邊緣按一定的層次和形狀進行卷封。
封口機的類型較多,根據桶型,有圓桶封口機和異形桶封口機的區別;按壓輪的傳動形式,。可分為機械式封口機和液壓式封口機,按工作時鋼桶的放置方式而言,可分為臥式封口機和立式封口機,按一次能封口的處數,可分為單頭封口機和雙頭封口機。下面從圓桶封口機和異形桶封口機入手,分別介紹各類封口機的基本原理和結構。
一、圓桶封口機
根據封口時桶體是否運動,圓桶封口機可分為兩類:一類是桶體旋轉式,封口時桶體繞其軸線旋轉,另一類是桶體固定式,即封口時桶體固定不動。前者機器結構較后者簡單,,目前國內外使用很普遍多后者結構緊湊但復雜,使用較少。
(一)桶體旋轉式
為順利完成桶身與桶底(頂)的封口卷封,桶體旋轉式封口機應完成以下幾個方面的運動。
1.桶體的主旋轉運動。即在封口過程中使桶體繞其軸線旋轉的運動。這一運動由電動機經減速機構而獲得。主旋轉運動的速度由封口時桶壁的線速度來確定,桶壁線速度的大小又取決于桶徑的大小和生產線上制桶速度的快慢。例如大型鋼桶廠其80-200升桶目前常用的制桶速度為6-8只桶/分,與之對應的封口時桶壁線速度為300~550米/分。
2.壓輪的進給運動。壓輪的進給運動是指為了完成桶身與桶底(頂)的卷合壓實,壓輪逐漸向桶靠攏的直線運動。為了節省時間,進給又分為快進和工作進給兩個階段。壓輪的整個進給運動,除了包括以上的進給動作之外,還應包括快退動作,即壓輪快速直線退回原位的運動。快退使壓輪能迅速離開已封口的桶。
封口機上有2-3個壓輪,雙重卷邊時需2個,三重卷邊時常用3個。雙重卷邊時,第一道壓輪的作用是將桶身與桶底(頂)邊緣初步卷合在一起,第二道壓輪的作用是將卷合層卷緊、壓實。三重卷邊時,第一道壓輪是預卷桶底(頂)的邊緣多第二、三道壓輪的作用與雙重卷邊的一、二道壓輪相似。
幾個壓輪的進給運動方向的排布有非徑向和徑向兩種,非徑向排布為各壓輪進給方向平行(圖1a);徑向排布是指各壓輪的進給方向均指向桶的中心(圖1b、圖1c)多從受力角度講,徑向排布壓輪較好。
壓輪的進給運動可以通過凸輪機構、杠桿機構、斜面機構以及液壓傳動來實現。
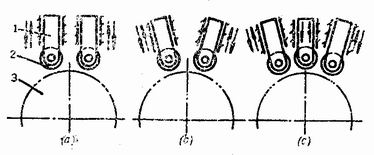
圖1 封口壓輪進給方向的排布
1-導桿;2-壓輪;3-待封桶
3,桶的軸向匹緊運動。為了承受封口過程中的軸向分力,使桶在封口過程中能正常旋轉,不竄動,封口機必須有桶的軸向壓緊裝置,相應則有軸向壓緊運動。這一運動可由液壓傳動、氣動傳動或各種機械傳動來實現。
為了進一步說明圓桶桶體旋轉式封口機的傳動原理和結構,下面分別介紹機械式和液壓式封口機。
(1)機械式封口機
圖2為雙頭臥式封口機的傳動簡圖。該機對80-200升的金屬圓桶的封口有一定的代表性。因其壓輪的進給運動采用了機械(凸輪系統)傳動,故該機為機械式封口機。這種封口機的主旋轉運動也采用機械傳動,桶的軸向壓緊由氣動和四連桿機構完成。

圖2 圓桶雙頭臥式封口機傳動簡圖
1-活動床頭箱; 2-氣缸; 3-右主軸;4-連桿;5-三眼板;6-齒輪;7-齒輪;8-機座;9-右封口壓盤;10-托桶架;11-地軸;12-左封口壓盤;13-齒輪;14-軸承;15-齒輪;16-齒輪;17-皮帶輪;18-摩擦式離合器;19-傳動軸;20-軸承;21-左主軸;22---電動機:23一皮帶輪,24-齒輪:25-電動機:2 6一皮帶輪:27-固定床頭篇:28--皮帶輪:.29--蝸桿:30-前天軸:31-蝸輪;32-齒輪;33-后導桿;34-后凸輪;35-前凸輪;36-滾輪;37-前導桿;38-導桿座;39-彈簧;40-頭道封口壓輪。
機床主要機架由機座8和床頭箱1與27組成。藤頭箱27固定在機座8上,活動床頭箱l能沿機座上的導軌作水平移動。兩箱內通過軸承分別支承著左主軸21和右主軸3,而這兩根主軸的軸端又分別固裝有封口壓盤12和9。兩床頭箱的內側分別固裝有導桿座38,每一導桿座內有兩根導桿33和37,導桿能在導桿座內沿垂直導軌作止下移動。導桿的下端分別裝有頭道封口壓輪40和二道封口壓輪(圖未表示出),上端裝有滾輪36。每一個滾輪的上方都對應裝有一個凸輪34和35。活動床頭箱的外側懸掛著氣缸2。
該機的整個工作過程如下:
1.桶的軸向定位和壓緊。當輸送帶上的托桶架10將待封口桶(即桶體與桶底、桶頂的套合件)送至封口機,使之位于兩封口壓盤之間時,氣缸2中的活塞由上向下運動。由于活塞桿與三眼板5相鉸連,三眼板則被帶動繞其固定支點逆時針擺動。又因連桿4的一端與三眼板鉸連,另*端鉸接于活動床頭箱上,所以,三眼板的這一擺動會迫使活動床頭箱l旬左移動。因而,右封口壓盤進入待封桶的右端并推動待封桶,、使其左端套在左封口壓盤上,從而桶體得到,定位且被壓緊于兩封口壓盤之間。
2.桶的主旋轉運動。電動機22通過皮帶輪23和皮帶,帶動皮帶輪17旋轉,而皮帶輪17空套在傳動軸19上,故常態時,傳動軸是不轉動的。當待封桶被定位壓緊后,摩擦式離合器18嚙合,皮帶輪17則帶動傳動軸19旋轉,再通過齒輪16和15的嚙合,使軸11旋轉,又通過齒輪13與24和7與。6的嚙合,使左、右主軸21和3同時旋轉。那么,分別固裝于兩主軸軸端的左、右封口壓盤則帶動桶體作主旋轉運動。
3.壓輪的進給。電動機25經過一級皮帶傳動(皮帶輪26與28)帶動蝸桿軸29旋轉。由于蝸輪31與蝸桿軸上蝸桿的嚙合,使與蝸,輪固接的前天軸30低速轉動,前天軸上固裝的兩個凸輪跖隨之轉動。當凸輪升程不斷增。同時,滾輪36被迫下移,前導桿37隨之下移,安裝于前導桿下端的頭道封口壓輪則跟著下移,從而完成頭道壓輪的進給動作。當凸輪35繼續轉動而升程迅速減小時,在彈簧39的作用下,前導桿快速上移,頭道壓輪隨之上移而快速離開桶沿,并回到原來位置直至完成快退動作。
圖2中,前天軸的后面并排裝有后天軸,因圖中兩軸重合,故來能表示。后天軸旋轉的動力來自于前天軸,即通過前天軸上齒輪32與后天軸上相應齒輪的嚙合,使后天軸得到反向等速轉動。與前天軸一樣,后天軸的左右各固裝有一個凸輪34。凸輪轉動,升程增加時,通過滾輪使后導桿33下移,裝于后導桿下端的二道壓輪隨之下移,從而完成二道壓輪的進給動作(快進和工作進給)。隨后,凸輪升程減少,在彈簧力的作用下后導桿和二道封口壓輪快速上升回位。
在凸輪進給系統中,封口壓輪的快進和工作進給都是靠凸輪轉動且升程增加來實現的。但快進時凸輪輪廊的曲率變化大,升程增加得快,而工作進給時則相反。工作時,頭、二道封口壓輪的進給是順次動作的,只有當頭道壓輪進給完畢并快退時,二道壓輪才能開始進給。而且頭、二道封口壓輪的快。進、工作進給和快退均須往凸輪旋轉一周之。內完成。以上這些要求是通過頭、二道凸輪的不同輪廓和一定的相對位置米保證的,見圖3。圖中為頭道封口壓輪進給完畢并開始快退,而二道封口壓輪準備逃給的狀態,為了防止兩凸輪轉動時其輪廓相碰時,兩凸輪在軸向上是錯開的。

圖3 頭、二道封口壓輪進給結構圖
1-齒輪;2-后天軸;3-二道凸輪;4-滾輪;5-后導桿;6-導桿座;7-彈簧;8-二道封口壓輪;9-頭道封口壓輪;10-前導桿;11-滾輪;12-頭道凸輪;13-前天軸;14-齒輪。
4.桶的軸向松開和退出。當二道封口壓輪快退后,氣缸2中的活塞上行,三眼板順時針擺動并通過連桿使活動床頭箱右移;封口壓盤退出桶外,已封口?桶則由輸送帶上的托桶架送離封口機。
圖4為單頭臥式封口機,其工作原理與上述的雙頭封口機基本相同,都有主旋轉運動、進給運動和軸向壓緊運動。所不同釣是,單頭封口機中沒有活動床頭箱,桶的軸向壓緊由氣缸直接帶動尾盤作直線移動來完成。其工作過程如下:
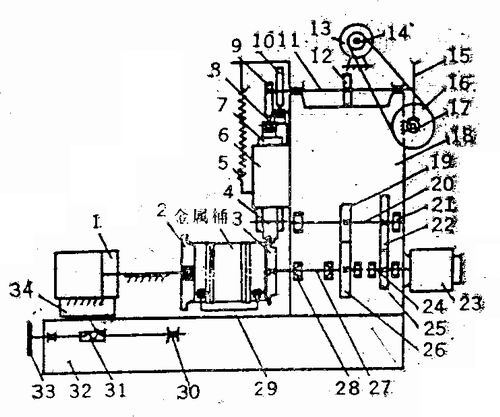
圖4 圓形鋼桶單頭臥式封口機傳動簡圖
1-氣缸;2-尾盤;3-壓盤;4-頭道封口壓輪;5-_彈簧;6-導桿座;7-前導桿;8-滾輪;9-頭道封口凸輪;10-二道封口凸輪;11-天軸;12-齒輪;13-電動機;14-皮帶輪;15-蝸輪;16-皮帶輪;17-蝸桿;18-床頭箱;19-齒輪;20-過橋軸;21-向心軸承;22-齒輪;23-立式電機;24-半軸;25-齒輪譬;26-齒輪;27-主軸;28-向心推力軸承;29-托桶架;30-軸承;31-螺母副;32-機;33-手輪;34一支架
首先由托(翻)桶架29將待封圈蛹送至封口位置上,然后氣缸1中活塞從左向右移動,尾盤2隨之右移,把桶壓在封口壓盤3上,從而完成桶的軸向壓緊動作。
立式電機23帶動半軸24旋轉,通過齒輪25和22的嚙合,使過橋軸20旋轉,再通過過齒輪19和26的嚙合使主軸27旋轉。固接于主軸左端的封口壓盤3隨之旋轉,故能帶動桶作主旋轉運動。由于尾盤是通過軸承安裝于活塞桿上,所以尾盤隨桶一起作主旋轉運動。
電機13帶動小皮帶輪14,再經皮帶帶動大皮帶輪16旋轉。由于大皮帶輪與蝸桿17共軸,則蝸桿旋轉,再通過蝸輪15與蝸桿的嚙合,使與蝸輪固接的天軸11作慢速轉動。與圖3中同樣的道理,天軸的轉動通過凸輪機構9和10使頭、二道封口壓輪完成進給運動。待二道封口壓輪上升回位后,氣缸1中活塞左移,尾盤退出桶外,托(翻)桶架將桶送離封口機。
因這種封口機是單頭封口,故效率低,但它對各種不同規格的桶有較大的適泣性。當桶的高度發生變化時,可轉動手輪33,通過螺母副31的作用使支架34帶著氣缸1左右移動,使活塞桿端的尾盤與主軸上壓盤之問的距離得以調節。當桶的直徑發生變化時,可變換相應直徑的壓盤和尾盤及相應長度的導桿來適應。
為了使鋼桶在封口后能得到較準確的形狀和尺寸,封口壓輪在進給終點時與鋼桶的距離應能調整。一般將導桿做成可調節式,通過改變其長度來滿足上述要求去實現導桿的調節可采用螺紋傳動或蝸桿傳動等。
封口機工作過程中有時會出現故障,例如封口后出現“包盤”現象,使封口壓盤與桶不能分離,見圖5。又如封口前桶底(頂)邊緣被打壞,使封口無法進行。為了能及時排除故障,此時封口機的主旋轉運動和壓輪的進給運動都必須迅速停止,因而,封口‘機中應有離合制動裝置。目前多采用摩擦式離合器和帶式制動器。
目前國內外多使用機械式封口機,因為?具有強度小,剛度大,電機容量較小的優點。當然它也有一些不足之處,如設備笨重,結構復雜以及當更換桶的規格時尚需要更換凸輪系統等。
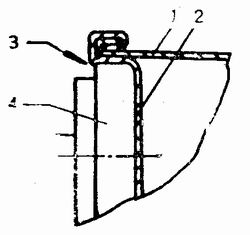
圖5 “包盤”示意圖
1-桶身;2-桶底(頂);3-“包盤”處;4-封口壓盤

