第二期制桶技術培訓班結業考試卷
姓名: 單位: 評分:
一、填空題:(22分,每空1分)
1、我國傳統桶身焊接工藝,其最大的缺點就是定位點焊,一是 ,總有頭大尾小現象,直接影響焊接質量;二是 ,焊點處二次焊接。
2、縫焊是點焊的一種演變。當點距減小,使熔核相互重疊度超過融核直徑的三分之一以上時,則可得到具有一定強度的氣密性焊縫。根據通電方式的不同,可將縫焊分為二種:① ;② 。
3、縫焊時產生的熱量是由電阻產生的電阻熱。按焦耳定律所產生的總熱量可用下式表達: 。
4、制桶后段涂裝設備的選用一般有三個原則,它們是: 、 、 。
5、質量檢驗發展的四個階段是:① ; ② ;③ ; ④ 。
6、鋼桶的型式試驗項目有:① ;② ;③ ;④ 。
7、液壓系統中油液的壓力由外界負載作用而形成。壓力p的大小與外界負載F大小及作用面積A有關,其關系式是: 。
8、液壓(氣壓)傳動系統是由① ;② ;③ ;④ ;⑤ 等五大部分組成的。
二、簡答題(30分,每題6分)
1、縫焊機冷卻水應滿足哪些要求?
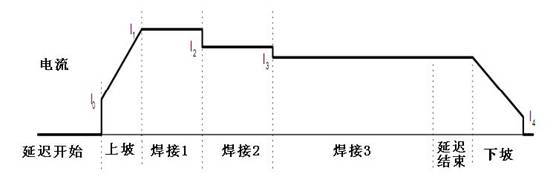
2、鋼桶焊接過程的電流通常需要分幾段來控制,下圖是全自動焊機的控制曲線,試說明各段的意義及作用。
3、鋼桶卷邊封口機的卷邊輥輪進給機構通常有凸輪進給和液壓缸進給兩種,請說明其各有什么優缺點?
4、液壓傳動系統故障的診斷方法有哪些?
5、液壓系統維護中應定期檢查的內容有哪些?
三、論述題(40分,每題8分)
1、鍍鋅板焊接時會出現哪些問題,有些什么解決方法?
2、縫焊機日常維護保養應注意哪些問題?
3、根據焊接電源的不同,可有五種不同的電流類型,試說明這些不同電流類型的優缺點。
4、談談鋼桶卷邊封口過程常見的質量問題,并簡單分析其產生的原因。
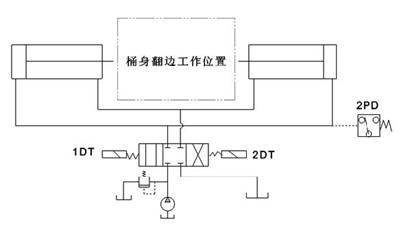
5、下圖為一半自動桶身模具擠壓翻邊機簡化液壓系統圖,試簡單分析其工作過程。并說明溢流閥在系統中所起的作用(圖中2PD 為壓力繼電器)。
四、計算題(8分)
有一用戶要180升鋼桶非標產品,直徑為500mm,要求桶身和桶蓋、頂均采用1.2mm的鍍鋅薄鋼板制造,卷邊為七層圓卷邊。請分別計算一下桶底頂邊寬和桶身翻邊寬度,設計出最為合理的工藝尺寸。

辛巧娟老師正在為學員解答試卷中的疑難問題

