覆膜鐵:金屬食品包裝的“綠色革命”
文/劉志浩
摘要:資源節約、綠色環保與食品安全正日益成為世界包裝發展的主流元素,為順應這一潮流,傳統金屬包裝行業于20世紀90年代推出了一款新型包裝材料——覆膜鐵。從覆膜鐵的原材料構成、結構特征、生產工藝、食品罐用生產加工工藝及其應用前景等方面進行了概述,其顯著的優勢契合和滿足了21世紀包裝發展的趨勢和要求,必將引領金屬食品飲料包裝行業的一場“綠色革命”。
關鍵詞:覆膜鐵;金屬包裝;綠色革命
覆膜鐵自20世紀90年代問世以來,一直備受關注,被譽為金屬包裝領域的一項革命性創新,其產品制造技術和應用開發在歷經20余年的持續發展后,在日本已構建了一套相對完整的生產和應用產業體系,其技術發展和產品應用的動態一直是業界關注的焦點。
按生產工藝的不同,覆膜鐵可分為熔融覆膜鐵和黏合覆膜鐵。黏合覆膜鐵需要使用黏合劑,在環境友好及成型工藝上的不足與包裝的發展存在偏差,正逐漸被熔融覆膜鐵取代。覆膜鐵及其應用領域非常廣泛,本文僅介紹金屬食品罐、飲料罐用的熔融覆膜鐵。所謂熔融覆膜鐵,就是通過熔融法,在一定溫度范圍內,按一定配比將特殊、專用的聚酯薄膜(可彩印)碾壓在冷軋薄鋼板(鍍錫板TP或鍍鉻板TFS)上的一種新型復合材料。本文將從金屬包裝食品、飲料罐用覆膜鐵的原材料構成、結構特征、生產工藝、制罐工藝及其應用前景等方面進行綜述,以期國內包裝同行對其有更多的了解。
1 覆膜鐵原材料及其結構
1.1 覆膜鐵的原材料
1.1.1 鍍鉻板
眾所周知,鍍錫板以其優異耐蝕性能和獨特外觀,成為金屬食品罐和飲料罐用材料的首選。隨著飲料市場規模的大幅度增長,鍍錫板的用量也相應增大,市場一度出現供不應求的局面,導致鍍錫板價格的持續上漲。與此同時,也加速了稀缺昂貴資源錫的消耗,為了降低成本和節約有限的錫資源,科研工作者們加大了對鍍鉻板的研發和應用。鍍鉻板在成本方面較鍍錫板有明顯優勢,且具有較好的表面附著力,但鍍鉻層的硬、脆問題一直制約著鍍鉻板在深沖飲料罐領域中的應用。而覆膜鐵材料的獨特結構正好彌補了其先天缺陷,可被應用于各種金屬罐領域。鍍鉻板材料一般由鋼基板層、金屬鉻層、水合氧化鉻層和油膜層組成,如圖1所示。
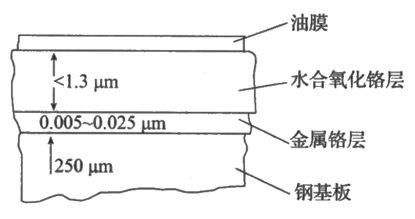
圖1 鍍鉻鋼板結構示意圖
作為罐用覆膜鐵鍍鉻板,其表面涂油量、鍍鉻總量和水合氧化鉻的表層形貌對覆膜鐵的表面附著力有重要影響。表1為鍍鉻板各層的規格和性能。
表1 鍍鉻板構成和性能
| 名稱 |
厚度 |
成分 |
性能 |
油膜 |
22mg/m2 |
癸二酸二辛酯(DOS) |
防銹和潤滑,防止運輸中擦傷表面 |
水合氧化鉻層 |
5-35mg/m2(鉻量) |
水合氧化鉻 |
保護金屬鉻層,便于涂料和印鐵,并防止產生孔眼 |
金屬鉻層 |
50-150mg/m2 |
金屬鉻 |
有一定耐蝕性,但比純錫差 |
鋼基板 |
0.1-0.3mm |
低碳鋼 |
加工性能良好,制罐后具有必要的強度 |
注:各廠家選用油脂不同,有些TFS涂有硬脂酸丁酯油。
鍍鉻薄鋼板生產工藝分為一液法與二液法:一液法即電鍍過程同時鍍金屬鉻與鉻水合氧化物;二液法為第一步采用高濃度鉻酸電解鍍金屬鉻層,第二步采用低濃度鉻酸處理鍍鉻水合氧化物層。不管采用哪種方法,其電解液中都需添加硫酸或氟化物。研究表明,生成水合氧化鉻的電解處理液中,添加劑使用氟化物比硫酸能獲得覆膜貼合強度性能更好的產品。在覆膜鐵的使用過程中,金屬鉻鍍層的主要作用是提高其耐腐蝕性能;鉻水合氧化物鍍層不僅能提高其耐蝕性,同時也能提高覆膜的黏附性能:所以鉻鍍層的含量相當重要。表2 為國外主要相關廠商生產的TFS 的鉻鍍層量。
表2 國外各廠商生產TFS的鍍層度(mg/m2)
| 廠商 |
金屬鉻層 |
鉻水合氧化物鍍層 |
CORUS |
50-140 |
7-35 |
ArcelorMittal |
50-140 |
7-35 |
Rasselstein |
50-140 |
7-35 |
JFE |
50-150 |
5-35 |
表2中的廠家均生產覆膜鐵,因此可作為覆膜鐵所用TFS的參考。但研究表明其適應于覆膜鐵TFS鍍鉻量要求范圍更窄,如日本鋼鐵工程控股公司JFE用于DRD(Draw-Redraw)食品罐的覆膜鐵Universal Brite Type F 水合氧金屬鉻120mg/m2,鉻化物15mg/m2。Toyo Kohan覆膜鐵所選擇的TFS基板,金屬鉻100-120mg/m2,鉻水合氧化物11-13mg/m2,也有少數金屬鉻為100-150mg/m2,鉻水合氧化物10-15mg/m2。
1.1.2 覆膜用薄膜
覆膜鐵生產所需的另一類重要材料為高分子薄膜,其性能既需要具有熱塑性貼合能力,又要與不同罐裝內容物的理化性能兼容,以確保其對鍍鉻基板和內容物的良好阻遏,同時,在罐裝各種內容物的貨架期內須保持所包裝食品的風味。同時,在食品高溫蒸煮殺菌過程中不變色和脫落,以保持高的濕潤密閉性。在制罐成型過程中,能經受高溫、高摩擦力和彎曲等復合力的作用,具有較好的附著力。因此,對于覆膜鐵的研制來說,膜的研制是其核心技術,覆膜鐵常用的薄膜大多為PP(polypropylene,聚丙烯)和PET(polyethylene terephthalate,聚對苯二甲酸乙二醇酯),其膜的特性如表3 所示。
表3 聚合薄膜的特性
| 薄膜 |
特性 |
PP |
成型性、可殺菌性、質軟可卷封、進特殊處理可印刷 |
PET |
成型性、可殺菌性、硬度高、耐磨、經特殊處理可印刷 |
從顏色來看,所覆薄膜多為透明膜和白膜,也有用于特殊包裝用金色膜和鐳射膜。罐內壁常為透明膜,罐外壁為便于印刷多為白膜,其中透明膜的厚度一般為12-40μm,白膜為13-38μm。從應用和加工成型來看,目前覆膜用薄膜大致可分為3類:用于深沖的膜(共聚PET-HOMOPET+IPA)、用于一般化工罐的膜(外層為HOMO PP/內層為改性PP+改性PE)、用于食品罐的膜(外層為改性PET/內層為新型HOMO PET)。一般的膜應使罐外層易于熱帖,降低HOMO PET的結晶性能,并保證其后的加工性能;罐內層應保證較低的表面自由能,以減少和內容物的黏附性。從日本現在的覆膜罐制造技術來看,所選用的熱貼薄膜為特殊配方雙向拉伸聚酯薄膜。
1.2 覆膜鐵的結構
金屬飲料罐、食品罐用覆膜鐵的結構如圖2所示。由圖2可知,罐用覆膜鐵的結構有罐內壁和外壁之分,用于罐內壁的覆膜包括雙層結構,處于外層的薄膜一般需具有較好的機械力學強度,主要起到阻遏屏障作用;處于內層的結構主要保證具有與鍍鉻板的良好黏附性能和抗腐蝕性能。整個膜層的厚度一般在15-20μm。用于罐外壁的膜同內壁一樣可按功能分為外層和內層,其內層需具有良好的黏附性能,對于耐腐蝕性能不作明確要求;外層應具有良好的機械性能以利于抗劃傷和耐沖擊及便于印刷等。從圖3所示覆膜鐵的橫截面微觀結構來看,與基板接觸層為膜的高溫熔融無取向層,隨著熱貼合溫度的升高,其厚度相應增厚,膜與基板的附著力增強。覆膜鐵的外層為結晶取向層,其厚度除受熱貼合溫度影響外,還與后續覆膜鐵應用的熱處理工藝和加工過程密切相關。
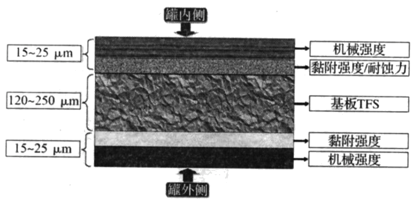
圖2 雙面覆膜覆膜鐵結構示意圖
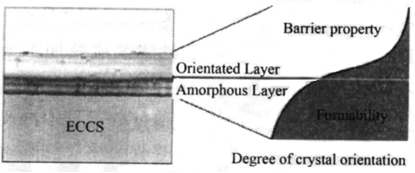
表3 覆膜鐵橫截面結構示意圖
關于覆膜鐵膜與基板的附著力機理,至今多數學者仍認同Tanaka等提出的PET中C=O的O與TFS表面-OH的H結合成氫鍵的分子力觀點,其結構如圖4所示。
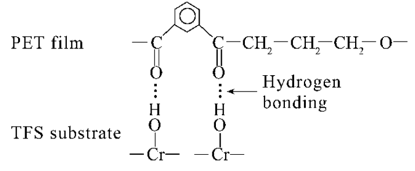
圖4 TFS與PET的結合模型
Masao Komai等認為,鍍鉻板鉻水合氧化物層的增厚,一方面會增大比表面積,提升與膜的附著性,鉻水氧化物層鍍量在5-20mg/m2顯示良好的密封性,20mg/m2以上的樣品密封性變差,其原因是由于高分子PET黏度較高,有時會進不去表面很深的谷底而留下空隙,當水分、塵土聚集于凹陷的谷底時,將劣化膜與鍍鉻鐵的表面黏結性能。所以應綜合水合氧化鉻含量與表面微觀結構對覆膜鐵黏附性能的影響。在覆膜鐵罐張拉成型的過程中,鍍鉻板表面的粗糙度與板厚、罐徑、模具的溫度及模口圓角半徑等因素密切相關。表面粗糙度通常采用參數粗糙度Ra和PPI值來進行表征,表4列舉了國際上主要廠家生產的鍍鉻鐵產品粗糙度值范圍。
表4 各國外廠家表面狀態分類
| 廠商 |
代號 |
R2/μm |
ArcelorMittal |
S |
Fine stone |
0.25-0.45 |
stone |
0.35-0.60 |
M |
0.80-1.20 |
B |
≤0.35 |
Corus |
S |
Fine stone |
0.25-0.45 |
stone |
0.35-0.60 |
Heavy stone |
0.50-0.70 |
M |
0.80-2.50 |
B |
0.25 |
JFE |
R |
stone |
0.40 |
Super stone |
0.60 |
M |
1.00 |
B |
≤0.35 |
Rasselstein |
R |
Fine stone |
0.25-0.45 |
stone |
0.45-0.60 |
M |
≥0.90 |
注:B 表示光亮表面,在具有磨石花紋的光滑表面的原板上鍍鉻后得到的有光表面;R表示石紋表面,在具有一定方向的磨石花紋表面的原板上鍍鉻后得到的有光表面;M表示表面無光澤。
2 覆膜鐵的生產工藝
覆膜鐵最早由東洋制罐的以今津勝宏為首的研究小組成員,聯合東洋鋼板、東洋食品機械、新日鐵、日本鋼罐以及帝人等公司技術人員,于1987年著手,歷經5a研究而成。至目前為止,世界上覆膜鐵最成熟的生產和應用技術仍在日本,本文以東洋鋼板的第2條覆膜鐵生產線(見圖5)對覆膜鐵的生產組成要素和關鍵部位進行介紹。由圖5可看出,覆膜鐵的生產線主要由鍍鉻鐵開卷部分、焊接及鐵表觀質量檢測、基板加熱、覆膜單元、冷卻單元、產品檢測及涂油卷取等部分組成,其中最核心的部分為基板的加熱區域和覆膜單元。
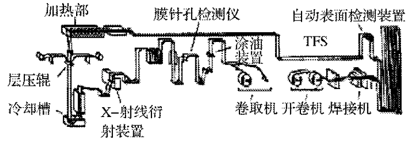
設備規格
| 生產能力:10000噸/月 |
最高線速度:200m/min |
鋼帶 |
厚度:0.12-0.28mm |
聚脂樹脂膜 |
厚度 |
12-38μm |
寬度:660-1240mm |
寬度 |
620-1240mm |
卷材重量:最大15噸 |
卷材重量 |
最大800kg |
圖5 覆膜鐵生產概要
其覆膜單元通常為圖6所示結構。通過預熱部分加熱鋼帶至膜的熔點以上溫度,然后通過對稱分布的開膜裝置供膜,在對稱的兩個壓力膠輥的擠壓進行基板與膜的熱熔貼合。熱貼后的鋼帶通過冷卻裝置進行冷卻。除了使用預先制好的PET膜進行雙面貼合以外,另外一種貼合的方式DECS (dual extrusion coating system) 法如圖7所示,其特征在于將熔融樹脂擠壓直接貼合在金屬基板進行覆膜,此種覆膜方式僅適用小張力或微張力控制的淋膜壓制覆膜方式。可省卻膜的運輸、分切等環節,提升生產效率和覆膜的基板材質范圍,拓展覆膜技術應用范圍。從兩種熱貼方式來看,貼膜段最核心的工藝控制參數為鍍鉻基板的加熱均勻性、覆膜溫度與覆膜壓力等與覆膜速度及基板規格的良好匹配。另外,覆膜單元環境的空氣質量將會對覆膜產品的質量和性能產生重要影響。
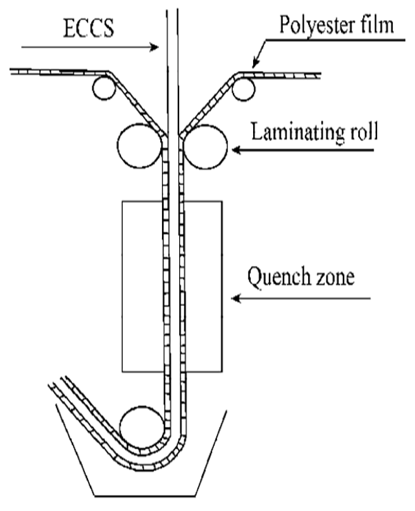
圖6 覆膜單元結構
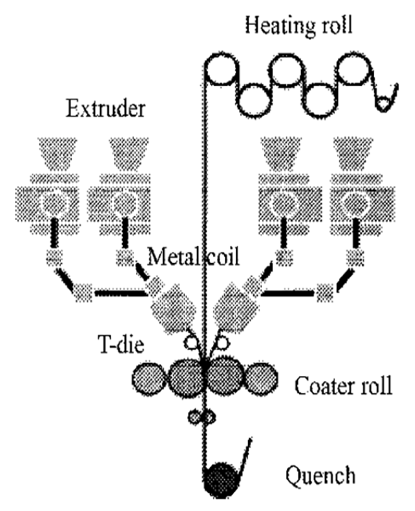
圖7 雙層共擠涂膜系統
與傳統的涂布鐵生產工藝流程相比,可以看出,由于其直接使用制好的膜或直接淋膜進行貼合,均省去了二次涂布、烘烤的工藝過程。同時,整個生產過程無任何熔劑揮發。電感應加熱的方式也可實現生產過程中CO2的零排放。由于是一次覆膜成型,其生產效率較涂布鐵提升數倍,且工藝流程簡湊,所需的設備數量和生產空間明顯減少。因此,覆膜生產線在提升生產效率、實現低能耗、低排放和低碳、節能環保等方面具有明顯優勢。
3 覆膜鐵罐的生產工藝
作為覆膜鐵應用的一個杰出代表,東洋制罐研制的TULC(toyo ultimate can)至今已完成第二代研制,其生產線的配置可反映出覆膜鐵罐生產線的典型生產流程和工藝特征。如圖8 所示,其生產鏈主要由覆膜鐵卷裝樣機、沖杯機、罐體成型拉伸機、熱固化爐、修邊光檢機、印刷機、固化爐、縮頸翻邊機、打檢機、收縮包裝機等組成。生產線最核心的部分在于罐體成型階段,其最重要的設備為罐體成型拉伸機。
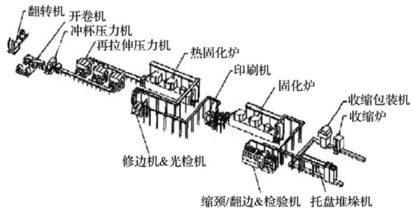
圖8 Production system of TULC
DI法是當前二片鋁罐和鐵罐的成熟加工生產工藝,在罐體成型過程中主要由罐體二次拉伸及罐壁薄壁化工藝過程組成。由于罐壁薄壁化過程中沖頭的高速運行,罐壁與模具之間將經受強力擠壓和摩擦,為了確保模具穩定的工作溫度、減少運動摩擦,整個罐體拉伸成型過程中需用大量的油水混合液進行持續冷卻。比較而言,第一代TULC罐體成型采用張拉法,其成型原理如圖9b所示,可見罐體成型過程由兩個工藝段組成,第一段進行壁厚不變的張拉成型,在此基礎上通過實施合適的壓力和模口角設置,進行拉伸減薄變形,此成型法其壁厚變形減量最多只能達到30%,在節材上不如DI 罐成型工藝。為了在節材上達到接近DI罐成型的水平,東洋制罐在繼承和借鑒DI罐罐壁減薄模具設計和第一代TULC張拉成型的基礎上,在第二步再拉伸成型階段增設了壁厚減薄的ironing工序,其結構原理如圖9c所示,模具設計的優化使得TULC 第二代的壁厚減薄量高達60%及以上,與DI成型的二片罐壁厚減薄量持平。
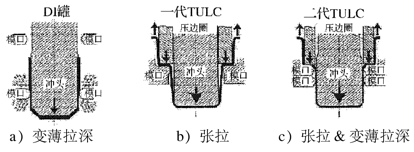
圖9 Comparison of can-body making
圖10和圖11直觀地對比了兩種生產工藝的流程差異及覆膜鐵TULC較其它罐用材料及制罐工藝在平均能耗、制罐過程中的水耗及CO2 氣體排放量方面的統計結果。同樣可得出,覆膜鐵罐的生產過程及工藝簡湊、節能、低碳、安全而環保。因此,TULC是一種名副其實的綠色產品,在金屬罐包裝發展的潮流中,終將贏得自已獨一無二的市場地位,可謂名副其實的“終極之罐”。
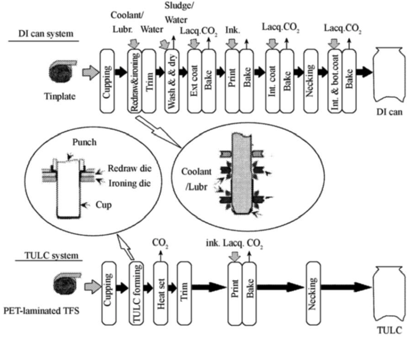
圖10 DI罐TULC制造工藝流程比較
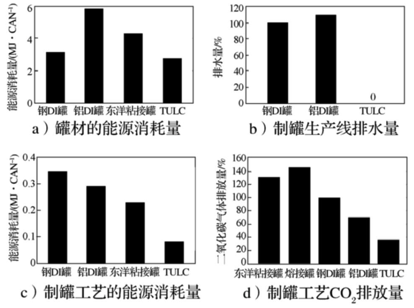
圖11 不同制罐材料及制罐工藝的能耗、
排水方式及CO2排放量的比較
4 覆膜鐵的應用前景
任何一種新技術、新產品在進入市場之初,總存在一個被市場和客戶逐步了解、認可和接受的過程。食品、飲料的包裝也是如此。最初,消費者多關注包裝外形及罐內物品的可口與美味,而對于包裝之于食品風味、安全的功能關注甚少。但隨著能源危機、環境危機和食品安全問題的日益突出,作為與食品直接接觸的包裝得到了消費者前所未有的關注,同時,世界各國政府和相關部門都加強了監管的力度,制定了一系列的標準、法規。食品包裝正朝著標準化和法規化的科學管理方向邁進。因此,覆膜鐵及其制罐工藝的節材、節能、低碳、環保、安全的眾多優勢無疑為它迎來了引領金屬包裝浪潮的絕好機會。
目前,覆膜鐵在DRD 沖壓罐、DI沖拔罐等兩片罐、異形罐、易開蓋和易撕蓋等包裝材料市場已占有一定的份額,而三片涂料罐由于制作復雜,在發達國家已漸漸減少,代之采用DRD沖壓罐和DI沖拔罐,日本鋼制兩片罐(DI和TULC)的市場占有率已達60%。因此,覆膜鐵替代傳統涂料鐵是大勢所趨,其在飲料和食品包裝市場的應用前景極為廣闊。同時,它也為食品罐頭、各種飲料、油脂化工、日用化學、醫藥衛生等行業,提供了一種個性化、時尚化和綠色安全等消費觀念的新型包裝材料。
另外,隨著覆膜鐵第二代TULC技術的發展和日益成熟,其取代更高成本的覆膜鋁也成為其市場拓展的一個重要領域。由于覆膜鐵較覆膜鋁有明顯的成本優勢,因而覆膜鋁在啤酒領域的市場份額今后將極有可能被覆膜鐵二片罐所取代。
中國大陸地區的包裝業近年來發展迅速,2004年至2010年的銷售收入復合年增長率達17.5%,以7100億元的規模總量在國家統計局全部42個大行業中排序第15位,超過德國,接近日本,進入世界包裝大國。表5是2009-2011年上半年各類金屬包裝產品的市場銷售情況,其中的單位“只”對應罐和桶,“個”對應蓋。從表5中可以看出,中國的金屬包裝行業正處在前所未有的持續高速增長中,年復合增長率高于12%。中國飲料罐年消費量為110億罐(二片罐70億只,三片罐40億只),人均消費不足8罐,而日本的年消費量是180億罐,韓國是32億罐。此外,中國罐頭食品消費水平偏低,人均年消費不足1.5kg,而歐洲為50kg,日本為23kg。
表5 我國大陸地區2009-2011年上半年各類金屬包裝
產品的市場銷售及增長數據
| 容器 |
2009年 |
2010年 |
2011年(1-6月) |
銷量/億個 |
同比增長/% |
銷量/億個 |
同比增長/% |
銷量/億個 |
同比增長/% |
兩片飲料罐 |
96.0 |
12.90 |
104.0 |
7.69 |
64.0 |
18.75 |
三片飲料罐 |
123.0 |
12.80 |
142.0 |
13.38 |
84.5 |
15.98 |
奶粉圓罐 |
2.4 |
9.10 |
2.9 |
17.24 |
1.7 |
17.65 |
三片食品罐 |
91.0 |
4.60 |
103.0 |
11.65 |
68.0 |
27.94 |
氣霧罐 |
12.2 |
8.00 |
13.6 |
10.29 |
7.6 |
10.53 |
鋁易開蓋 |
251.0 |
16.20 |
267.0 |
5.99 |
150.0 |
11.33 |
皇冠蓋 |
645.0 |
5.20 |
680.9 |
5.27 |
372.9 |
8.39 |
化工桶 |
81.1 |
8.10 |
87.6 |
7.42 |
51.7 |
15.28 |
鋼桶 |
0.9 |
12.50 |
1.3 |
30.77 |
0.8 |
25.00 |
雜罐 |
75.0 |
11.90 |
79.6 |
5.78 |
45.2 |
11.95 |
鋁制防盜蓋 |
154.6 |
13.70 |
164.1 |
5.79 |
94.1 |
12.54 |
旋開蓋 |
22.1 |
13.20 |
25.8 |
14.34 |
14.8 |
11.49 |
目前中國金屬包裝市場呈現供大于求的趨勢,但從人均消費量分析,還存在較大發展空間。目前,覆膜鐵在我國兩片罐中的應用還處于起步階段。國內鋼制兩片罐年產量為12億只左右,占有率僅為12%,產能不足和傳統DI罐生產過程的能耗問題、二次污染問題及其先天劣勢(影響風味致使不能進入啤酒市場,易銹蝕)限制了其進一步發展。因此,隨著中國金屬包裝行業的高速發展,其市場的規格將逐年增長,以綠色環保的覆膜鐵制作兩片罐和罐蓋的國內市場前景非常廣闊。
隨著綠色環保的要求越來越嚴格和資源日漸緊缺,可回收和循環再生的金屬包裝材料為人們所青睞。據歐洲包裝用鐵制造協會報告,2003年歐共體15國的鋼鐵包裝回收率已達61%(其中比利時已達94%),2008年鋼鐵包裝的回收率整體提高到70%。圖12所示為日本1987-2001年共計15a各種包裝材料的回收率統計結果趨勢圖。
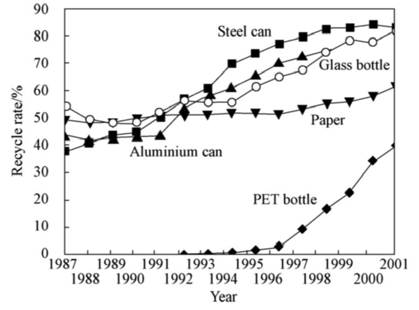
圖12 各種包裝材料的回收率
從圖12可看出,在四大類經典包裝中,鋼罐的回收率是最高的,在2001年即高達80%。因此,隨著綠色包裝理念的不斷深化和被認可,綠色包裝的市場空間將會得到迅速的拓展和延伸,將會得到來自行業和政府的政策性支持。
在日、美等工業發達國家,覆膜鐵在裝飾、建筑、汽車加工及電力工業等有大規模的應用,對于金屬包裝容器行業,其所有的產品領域均可看到覆膜鐵的影子。
目前,在覆膜鐵應用領域的技術引領者——東洋制罐,于20世紀90年代推出的TULC系列,是當今世界最受關注以“環保”為理念成功開發的輕量、高性能、環保型的兩片罐。其制造過程中在采取減輕環境負荷措施的同時,還通過產品的輕量化實現了資源的節約。TULC罐分為正壓型和負壓型2種,每種罐都是采用覆膜鐵所制得,可以應用于從碳酸飲料到添加牛奶的低酸性飲料的廣泛領域中。
5 結語
通過前述對覆膜鐵原材料、覆膜鐵及其罐的生產制造工藝特點可看出,金屬食品包裝行業應用的覆膜鐵具有如下特點:
1)優異的耐腐蝕性能、防銹性能;
2)優異的口味保持功效;
3)不含雙酚A、三聚氰胺等有害激素物質;
4)制造工藝及流程簡湊、清潔、高效、低能耗、低碳、低揮發、無水耗;
5)無需清洗工藝、無清洗液等廢液、廢氣排放;
6)高回收、綠色環保。
以上優異的性能使其成為綠色金屬包裝的技術引領者,盡管目前覆膜鐵的技術及應用市場仍集中在日本和歐美等發達國家,但伴隨著中國包裝市場的爆炸性增長,中國金屬包裝市場近年也步入了快速發展的軌道,一批發展快速的企業投入了大量的資金和人力進行覆膜鐵生產和制罐專有技術的研究。由于覆膜鐵及其應用的研發是一涵蓋金屬材料、高分子材料、包裝機械、制罐技術和食品加工等眾多產業的產業鏈技術開發和整合,因此需投入大量資金、人力,開發周期較長。目前開展熱貼合覆膜鐵研究的企業主要有寶鋼、中糧等國企和奧瑞金包裝股份有限公司等民企。如奧瑞金包裝股份有限公司近年投入了巨資組建覆膜鐵研發項目團隊,對覆膜鐵及其制罐技術開展了系統研究,并已取得實質性突破,已完成室內小線的生產、測評和中試線的規劃與建設,預計在不久的將來,中國金屬包裝行業將擁有具自主知識產權的覆膜鐵技術和產品,一場中國金屬食品包裝行業的“綠色革命”正悄然興起。

