中華人民共和國國家標準
包 裝 容 器 鋼 桶 封 閉 器 (四)
GB/T 13251-2002
5 技術要求
5.1 基本要求
5.1.1 結構尺寸:封閉器的結構尺寸應符合本標準4.2 條的規定。
5.1.2 外觀:封閉器表面應光滑、平整、壁厚均勻無裂紋,無毛刺、無缺邊角、無起皺、無變形、無銹蝕等缺陷。
5.1.3 裝配質量規定:封閉器應配套齊全,保證互換;裝配后配合緊密無松動。封閉箍式封閉器緊固后,密封墊圈應充滿桶頂蓋凸緣,不得外溢,箍的首尾端間距不小于10mm。
5.1.4 性能試驗值:封閉器性能試驗值見開表16。
表16 mm
封閉器 |
旋塞型 |
旋蓋型 |
壓塞型 |
撳蓋型 |
備注 |
G2 |
G3/4 |
G41/2 |
氣密試驗,kPa |
30 |
30 |
30 |
26 |
20 |
40 |
|
液壓試驗,kPa |
250 |
250 |
250 |
100 |
100 |
|
|
扭力試驗,Nm |
68 |
27 |
80 |
|
|
|
檢驗桶塞 |
5.1.5 封閉器表面按需要鍍鋅或涂敷涂料。涂覆層應完整,無起泡現象。鋅層厚度不小于7μm,涂層厚度不小于20μm,不得有影響使用的其它缺陷。
5.1.6 螺紋:旋塞型封閉器螺紋光滑完整,不得有破損,保證互換,嚙合不少于3個整牙,使之嚙合良好。
5.2 材料要求
5.2.1 旋塞型封閉器除壓鑄桶塞所有材料應符合GB/T 1173或GB/T 1175的規定外,螺圈和擠壓桶塞所用材料應符合GB/T 912或GB/T 11253的規定,或使用質量不低于上述標準規定的材料。
5.2.2 墊圈、襯圈所有材料應由供需雙方協商解決。
5.3 衛生要求:用于盛裝食品、藥品和食品添加劑桶上的封閉器應符合食品衛生法及有關標準或規定。
6 試驗方法
6.1 結構尺寸、外觀和裝配質量
采用手感、目測和通用量具進行檢驗。
6.2 性能試驗
6.2.1 旋塞型封閉器組合氣密試驗
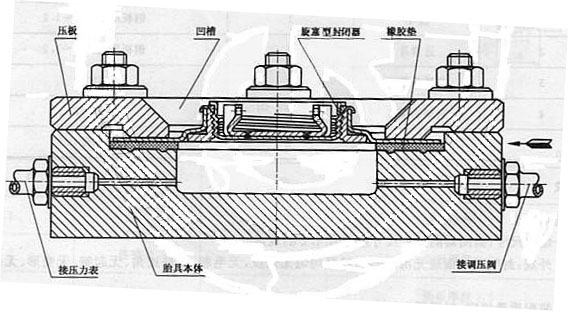
按圖21所示將試件壓緊,通入壓縮空氣至規定值,在凹槽內注滿清水,觀察有無滲漏。
6.2.2 旋塞型封閉器組合液壓試驗
按圖21所示將試件壓緊,通入水。壓力至規定值保持5min,觀察有無滲漏。
圖21
6.2.3 旋塞型封閉器桶塞扭力檢驗
旋塞型封閉器桶塞扭力檢驗按規定值用扭力計測定。
6.2.4 旋蓋型、壓塞型、撳蓋型封閉器組合氣密試驗
用圖21所示裝置,按其安裝方式,將試件壓緊(其中,旋蓋型裝內蓋,撳蓋型裝保險環),通入壓縮空氣至規定值,在凹槽內注滿清水,觀察有無滲漏。
6.2.5 旋蓋型、壓塞型封閉器組合液壓試驗
用圖21所示裝置,按其安裝方式將試件壓緊(其中,旋蓋型裝內蓋),通入水,壓力至規定值保持5min,觀察有無滲漏。
6.3 封閉器表面涂覆層厚度檢驗
按GB/T 4956規定的方法進行檢驗。
6.4 螺紋:旋塞型封閉器的桶塞螺紋大徑及螺圈螺紋小徑用通用量具進行檢驗,其它參數用螺紋工作量規綜合檢測。螺紋工作量規的制造尺寸和允許偏差見附錄A(提示的附錄)。旋蓋型封閉器螺紋蓋的螺紋小徑及頸口的螺紋大徑用通用量規進行檢測。
7 檢驗規則
7.1 生產廠質量監督部門應按本標準的規定對產品進行檢驗,并出具合格證。
7.2 封閉器應逐批檢查。生產廠以每天生產量為一批,用戶以交貨量為一批。檢查批應由同型號、同等級、同種類且生產條件基本相同的單位產品組成。
7.3 按GB/T 2828,抽樣方案選擇正常檢查一次抽樣方案。
7.4 對本標準5.1.3、5.1.4規定的檢驗項目,檢查水平規定為特殊檢查水平S-2,合格質量水平為2.5,抽取樣本數量符合表17的規定。
表17
批量范圍 |
正常一次抽驗 |
加嚴一次抽驗 |
IL=S-2 AQL=2.5 |
IL=S-2 AQL=2.5 |
樣本數 |
合格判定數 |
不合格判定數 |
樣本數 |
合格判定數 |
不合格判定數 |
1~35 000 |
5 |
0 |
1 |
8 |
0 |
1 |
≥35 001 |
20 |
1 |
2 |
32 |
1 |
2 |
7.5 對第5章中其余各項規定的檢驗項目,檢驗水平規定為特殊檢查水平S-2,合格質量水平為6.5,抽取樣本數量符合表18的規定。
表18
批量范圍 |
正常一次抽驗 |
加嚴一次抽驗 |
IL=S-2 AQL=6.5 |
IL=S-2 AQL=6.5 |
樣本數 |
合格判定數 |
不合格判定數 |
樣本數 |
合格判定數 |
不合格判定數 |
1~150 |
2 |
0 |
1 |
3 |
0 |
1 |
151~35 000 |
8 |
1 |
2 |
13 |
1 |
2 |
≥35 001 |
13 |
2 |
3 |
7.6 判定規則
7.6.1 對5.1.3、5.1.4規定的檢驗項目依次進行檢驗。其中一項不合格則判定該樣品為不合格品。當不合格品數大于、等于表17規定的不合格判定數時,則判定該批產品不合格。
7.6.2 對第5章中其余各項規定的檢驗項目依次進行檢驗。其中一項不合格則判定該樣品為不合格品。當不合格品數大于、等于表18規定的不合格判定數時,則判定該批產品不合格。
7.7 驗收標準
對合格品應整批接受。對不合格品定貨方有權拒收。對不合格批可將不合格品剔除或修復后,遵循7.4~7.6的規定重新提交檢驗。抽樣方案按加嚴檢查一次抽樣方案進行,仍不合格時,該批為不合格品。
8 包裝、標志、運輸、儲存
8.1 封閉器運輸中應有外包裝箱或袋,應盡量減少碰磕和防止變形。
8.2 封閉器存放時,應注意防銹蝕。
附錄A
(提示的附錄)
旋塞型封閉器螺紋工作量規制造尺寸和允許偏差
A1 旋塞型封閉器TG型螺紋工作量規制造尺寸和允許偏差見表A1
表A1 螺紋工作量規制造尺寸與允許偏差 μm
名稱 |
螺紋代號 |
螺距mm |
牙型角 |
25.4mm
牙數 |
半角偏差 |
量規代號 |
大徑 |
中徑 |
小徑 |
基本尺寸mm |
上偏差 |
下偏差 |
磨損 |
基本尺寸mm |
上偏差 |
下偏差 |
磨損 |
基本尺寸mm |
上偏差 |
下偏差 |
磨損 |
環規 |
TG2 |
2.309 |
55° |
11 |
±15` |
T |
58.000 |
- |
+80 |
- |
57.740 |
-6 |
-21 |
+24 |
56.260 |
+10 |
-10 |
+20 |
Z |
59.000 |
- |
+80 |
- |
57.380 |
0 |
-14 |
+8 |
56.260 |
+90 |
+30 |
- |
TG
3/4 |
1.814 |
55° |
14 |
±15` |
T |
26.000 |
- |
+72 |
- |
24.900 |
-5 |
-15 |
+20 |
23.740 |
+8 |
-8 |
+16 |
Z |
26.000 |
- |
+72 |
- |
24.630 |
0 |
-10 |
+7 |
23.740 |
+69 |
+24 |
- |
塞規 |
TG |
2.309 |
55° |
11 |
±15` |
T |
59.620 |
+27 |
+9 |
-24 |
58.140 |
+18 |
+7 |
-24 |
57.546 |
0 |
- |
- |
Z |
59.620 |
-34 |
-94 |
- |
58.510 |
+12 |
0 |
-8 |
57.546 |
0 |
- |
- |
TG
3/4 |
1.814 |
60° |
14 |
±15` |
T |
26.440 |
+24 |
+8 |
-20 |
25.280 |
+15 |
+5 |
-20 |
24.546 |
0 |
- |
- |
Z |
26.440 |
-28 |
-73 |
- |
25.540 |
+10 |
0 |
-7 |
24.546 |
0 |
- |
- |
中華人民共和國國家質量監督檢驗檢疫總局2002-08-28發布2003-01-01實施